第9回『 造船向け低温用鋼について』
COS KYOTO 株式会社 北林 功さん
 当サイトにつきましては、
当サイトにつきましては、バックシールド不要なステンレス鋼用フラックス 入りティグ溶加棒(TG-Xシリーズ)の適用例について
1. はじめに
株式会社神戸製鋼所は鋼種・用途・溶接姿勢などあらゆるニーズに対応する溶接材料をラインナップしており、コベルコ溶接テクノ株式会社CSグループでは、日々溶接に関する技術相談や溶接材料選定などのお問い合わせを受け付けております。
当グループに「ステンレス鋼鋼管をティグ溶接で裏波溶接を行う際にバックシールドなしで施工できないか?」というお問い合わせをいただくことがあります。
そこで、今回はフラックス入りティグ溶加棒(以降、TG-Xシリーズ)の適用例についてご紹介致します。
2. ティグ溶接によるステンレス鋼の裏波溶接について
ステンレス鋼鋼管の溶接は片面溶接で施工されることが多く、その裏波ビードには美しい外観および高品質•高性能な溶着金属が求められ、作業性の優れたティグ溶接が多く適用されています。
ティグ溶接によるステンレス鋼の裏波溶接では、裏波ビードが大気によって酸化されると健全なビードが形成できないため、一般的にはアルゴンガスなどの不活性ガスでバックシールドを行って施工されています。この充填には鋼管全体をシールドする方法と、治具を用いて溶接部近傍のみを局部シールドする方法があります。不活性ガスでバックシールドを行う方法は治具の設置、ガスの充填、酸素濃度管理など、段取りに要する時間や使用するガス量は、ワークの大きさによっては莫大なものとなります。また、充填した内部へ人が立ち入ると、窒息による重大事故が発生するリスクがあります。
このため、経済面や安全性に配慮した健全な裏波溶接法が望まれていました。TG-Xシリーズは、このような溶接施工者の要望に応えるために開発された溶接材料です。
3. TG-Xシリーズの特長について
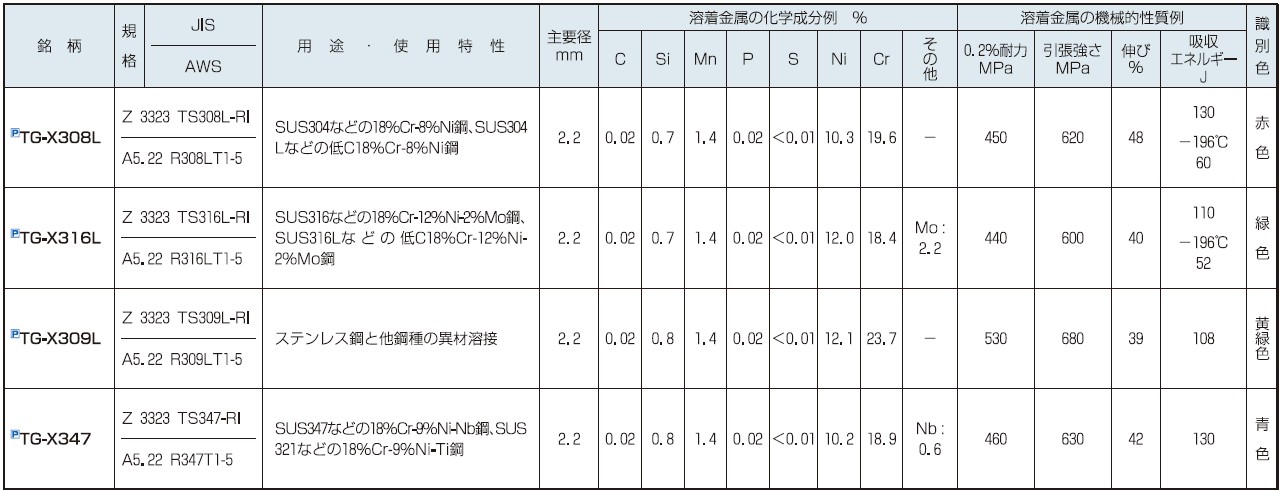
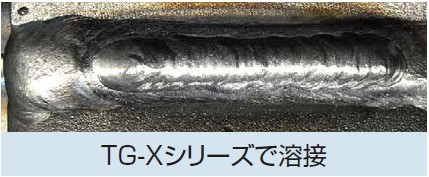
TG-Xシリーズはフラックスを内包するティグ溶接材料で、溶加棒が溶融すると適量のスラグを生成し、スラグが表・裏のビード両面を完全に覆い大気から溶接金属を保護し酸化を防ぎます(図1)。これにより、バックシールドを行わなくても良好な裏波ビードが得られます。また、ビードを被覆したスラグは溶接後、容易にはく離し除去されるので美しいビード外観が得られます(写真1)。TG-Xシリーズを採用することでバックシールドに要するガスと手間を省略でき、ワークによってはトータル溶接コストの低減が図れます(図2)。なお、裏波ビードの全線に相当量のスラグが発生するため、異物の残留を嫌う仕様の場合は適切に除去する必要があります(写真2)。TG-Xシリーズのラインナップおよび使用特性・性能について示します(表1)。
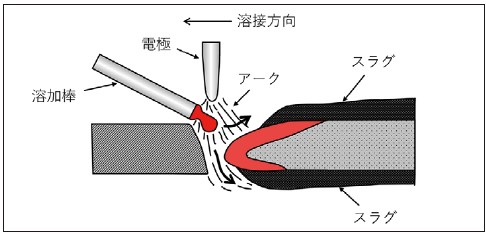

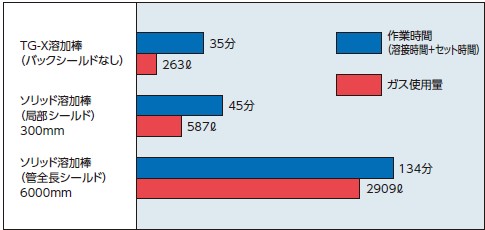

表1 TG-Xシリーズのラインナップおよび使用特性・性能について
4. 溶接作業の要点・注意事項
4-1 開先条件
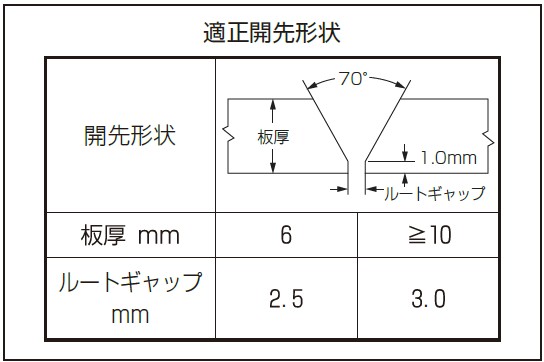
健全な裏波ビードを安定して形成するには、まず開先の準備が必要です。TG-Xシリーズを用いる場合の適正開先条件を示します(表2)。この際、特にルートギャップを常に適正に保つことが重要です。
表2 適正開先条件
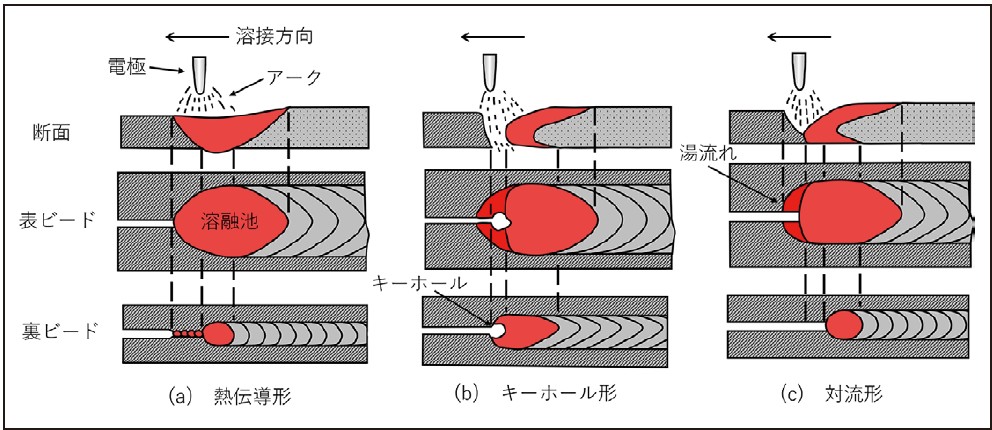
4-2 キーホールの形成
裏波溶接におけるビード形成の基本形態は、熱伝導形・キーホール形・対流形の3つの形式に分類されていますが、TG-Xシリーズで良好な裏波ビードを得るには、キーホール形であることが要求され、キーホールの形成が不可欠です(図3)。TG-Xシリーズを使用する場合には、裏波ビードを大気から保護するため、溶加棒から生成されたスラグが裏側に十分供給されなければなりません。ところが、キーホールが形成されない場合にはスラグが裏側にまわり込むことができず、裏波ビードが著しく酸化されるため健全な溶接部が得られません(写真3)。いっぽう、キーホールが大きすぎると裏波ビードの幅や高さが過大となり好ましくありません(写真4)。これらの場合はビード外観を損なうだけでなく、スラグが焼き付くことでスラグはく離性も劣化します。したがって、良好な裏波ビードを形成するには適当な大きさのキーホールを形成し、その形状を一定に保つようにすることが必要です。


4-3 溶接条件および運棒操作
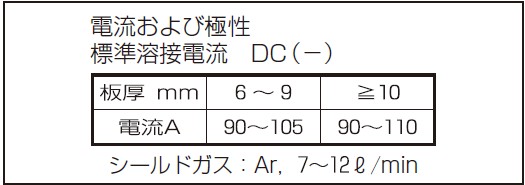
標準溶接電流を示します(表3)。運棒操作は通常のソリッドのティグ溶加棒を使用する際と異なり、小刻みに早いピッチで行うことが特徴です(動画1)。あまり多量の溶加棒を突っ込みすぎると溶加棒が溶融できずに裏に突き抜けそのまま残るため、欠陥となるおそれがあります(動画2)。いっぽう、溶加棒の供給が不十分であると裏波ビードが形成されません(動画3)。したがって、溶加棒の供給量は適量にすることが重要で技量が必要になります。
表3 標準溶接電流
動画1 適切な運棒操作
動画2 溶加棒の供給量が多い運棒操作
動画3 溶加棒の供給量が不十分な運棒操作
4-4 2層目以降への適用について
TG-Xシリーズは裏波ビードへのスラグ生成を想定した設計のため、2層目以降に適用した場合にはスラグ巻込みなどの融合不良が発生しやすく、推奨しておりません。また、バックシールドを行っていないため、2層目以降の溶接入熱の影響で裏波ビードが酸化するおそれがあります。
5. マグ溶接後にティグ溶接で補修をする際密着するスラグ対策について
当グループに「マグ溶接後にティグ溶接をした際に発生するスラグを出さない方法はないか?」というお問い合わせをいただくことがあります。マグ溶接や被覆アーク溶接などは溶接金属内の酸素が多いため、このビード上に補修などの目的でティグ溶接をすると、溶接金属中の酸素が再溶融によりケイ素、マンガンなどと反応・凝集し、はく離性の非常に悪いスラグが生成されます(動画4、写真5)。そこで、TG-Xシリーズを用いて溶接をすると、ビード表面全体にスラグは生成されますが、スラグはく離性が良好なためビード表面にスラグが残りにくくなります(動画5、写真5)。なお、TG-Xシリーズは前述のとおり初層溶接用ティグ溶加棒であり、本来はこのような使用方法を推奨しておりません。
今回ご紹介した内容はスラグはく離性のみを考慮した施工の一例であり、溶接金属の諸性能を保証するものではありませんので、施工により不具合を生じても責任を負いかねます。ご使用においては事前に性能などをご確認いただきお客様のご判断で施工してください。
動画4 マグ溶接後のビード上にノンフィラー溶接
動画5 マグ溶接後のビード上に[P]TG-X308Lで溶接

TG-Xシリーズで溶接したビードの比較一例
6. おわりに
今回はTG-Xシリーズの特長や溶接作業の要点・注意事項などをご紹介致しました。
本資料が少しでも皆様のお役立ちになれば幸いです。TG-Xシリーズ以外にも高クロム鋼用のバックシールド省略ティグ溶接用ソリッド溶加材のTG-SXシリーズもございます。
技術レポート『高クロム鋼用バックシールド省略施工』
https://www.boudayori-gijutsugaido.com/magazine/vol520/report.html

なお、今回ご紹介した溶接動画は当社保有の溶接専用カメラで撮影しました。
溶接士目線でのアーク周辺映像、開先裏面の溶融池近傍、溶接士の姿勢、電流•電圧の変動など、ご要望に応じてカメラ4台まで同期させて撮影することが可能です。熟練溶接士の技量記録や動画での作業標準作成に活用いただいております。ご興味がありましたら、お気軽に当社営業部にお問い合わせください。
https://www.kobelco-kwts.co.jp/services/welding_training/vr_training/

コベルコ溶接テクノ(株) CS推進部 CSグループ
古家 駿
| ※文中の商標を下記のように短縮表記しております。 PREMIARC™→ [P] |