 当サイトにつきましては、
当サイトにつきましては、営業部ニュース
新人営業マンのための溶接基礎講座
第6回 『検査物』
第6回目は、「検査物」の解説をいたします。鉄骨ファブを訪問すると、現場で「この物件は検査もの」とか「UT物件」という言葉を、耳にすることがあるかと思います。鉄骨ファブでは、ほとんどの構造物で自主的に超音波探傷検査(UT:Ultrasonic Testing)を行っています。大型物件になるほど、検査項目が多くなり、より厳しくなります。建築では、「建築基準法」の施行令や日本建築学会「鉄骨工事技術指針」の建築工事標準仕様書 (JASS6 鉄骨工事)などの厳しい基準があります。構造物の検査には外観検査(VT)と超音波探傷検査(UT)による溶接部の検査があり、超音波探傷検査(UT)では特殊な機器を使って、目視では確認できない溶接部内部を検査します。なぜ溶接部内部を検査対象としているかと言いますと、溶接部内部に欠陥があると溶接部の強度が著しく低下してしまい構造物の破損に繋がるため、欠陥を発見し補修することで大事故を未然に防ぐためです。基本的に鉄骨ファブでの自主検査と、第3者機関(設計事務所さん、元請業者さん立会いの下)での検査により、溶接品質の検査を2重でチェックしています。超音波探傷検査(UT)がどのようなものかは、健康診断での腹部エコー検査を思いうかべていただければわかると思います。ゼリー状の液体を表面に塗り、機器で内部を検査する感じです。
超音波とは何か?
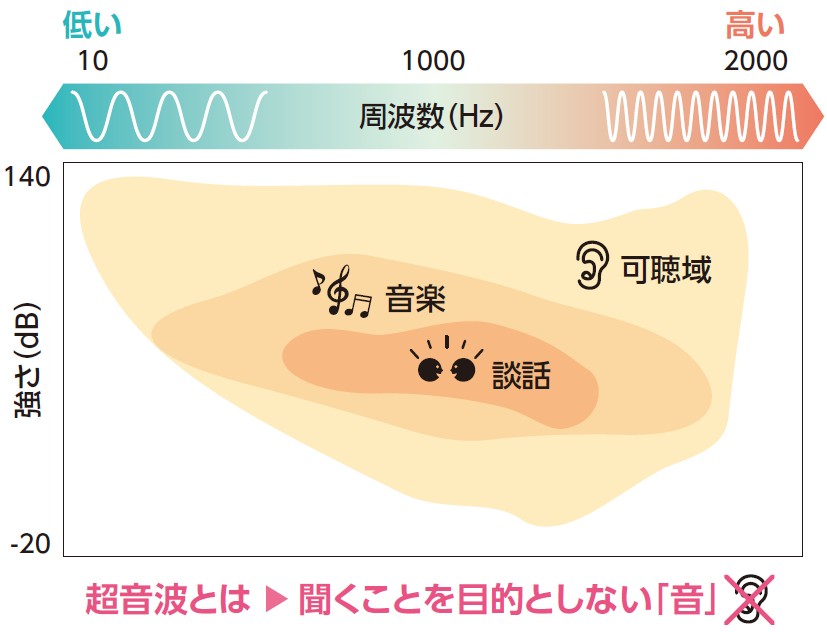
人の耳で聞こえる周波数を音波と言います。超音波は人の耳で聞こえない音より高い周波数をさし、一般的には「周波数が高く耳では聞こえない音」とされています。人に聞こえる周波数は、低い周波数では20Hz、高い周波数では20kHzくらいとされています。例えばNHKの時報の「ピーン」という音は、約880Hzですが、若者しか聞こえないと言われているモスキート音は15kHz~18kHzで高周波です。工業界では20kHzよりも低い周波数の音も超音波として扱うこともあり、超音波は「聞くことを目的としない音」と定義されています。
超音波探傷検査の原理
超音波は周波数が高いためにほぼ直線的に物質内部を進み、物質の境界面で反射する性質があります。探触子から放たれた超音波は、物質表面に当たって反射し発信時と逆に振動子を振動させ、受信器に信号として取り込まれます。超音波は気体・液体・固体のいずれでも固有の音速があり、図のように超音波が送信されてから受信するまでの時間、つまり探触子と物体間を超音波が往復する時間を測定することで距離が判ります。超音波は探触子で発生させますが、その内部には超音波を受信する振動子が組み込まれています。
探触子を制作物に当て超音波を発信すると内部を伝搬し、キズがない場合、超音波は底面で反射し探触子に戻ってきます。しかし、途中にキズがあると底面より先にキズから超音波が探触子に戻って来るので、内部での欠陥の存在と位置が判ります。
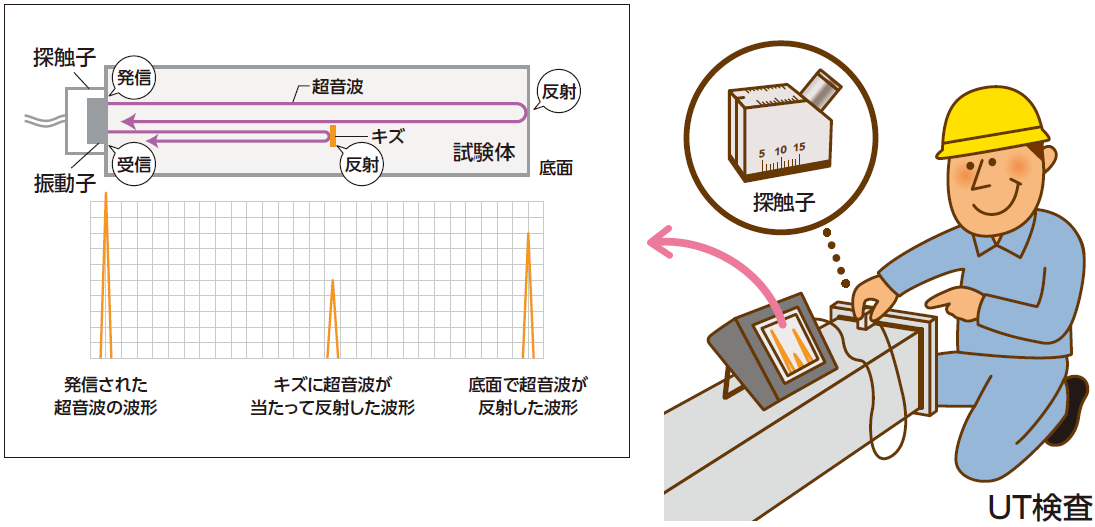
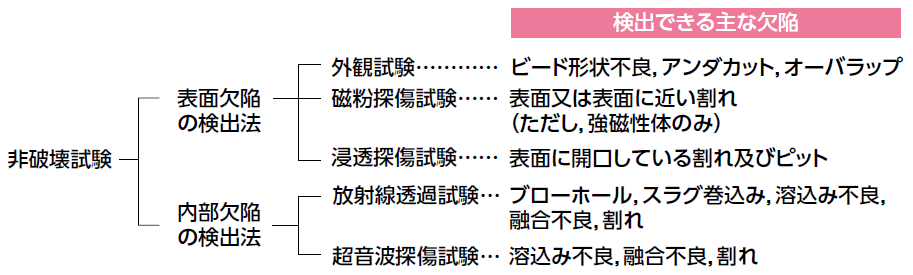
表1 代表的な非破壊試験と検出できる主な欠陥
超音波探傷検査(UT)に有効な溶接材料
① フラックス入りワイヤ
MX-50K
JIS Z 3313 T 49 J 0 T15-0 C A-U
良好な耐UT性能、高溶着速度、中・厚板の溶接用メタル系フラックス入りワイヤです。高溶着速度、低スパッタなどのフラックス入りワイヤの特長を生かしつつ、耐UT性能(溶込み深さ)、ビード形状を重視しています。特に突合せおよびすみ肉溶接(下向、横向)に適しており、ソリッドワイヤ並みの溶込み深さがあり、優れたUT性能を有しています。またスラグが少なく3層までの連続多層溶接も可能です。
② ソリッドワイヤ
MG-50
JIS Z 3312 YGW11/A5. 18 ER70S-G
建築鉄骨、橋梁、産業機械、造船などの各業種で突合せおよびすみ肉溶接用ソリッドワイヤ。Si、Mnのほか適量のTiを添加することで高電流域でのアークの安定性に優れ、溶込みと良好なビード形状が得られるため、突合せからすみ肉まで高能率で施工できます。
MG-56
JIS Z 3312 YGW18
建築鉄骨など突合せおよびすみ肉溶接用ソリッドワイヤ。大入熱・高パス間温度の厳しい条件においても高い強度と優れたじん性が得られます。合わせてアーク安定性に優れ、スパッタも少なく、耐割れ性も良好です。高じん性の要求がある場合にはシールド性を確保するように特に注意してください。
超音波探傷検査(UT)に有効な溶接手段として溶接ロボットシステムの導入が極めて有効です。当社の鉄骨溶接ロボットシステムの一例として、「柱大組立溶接ロボットシステム」、「省スペース型鉄骨コア・仕口兼用溶接ロボットシステム」、「コア連結溶接ロボットシステム」などがあり、高能率で品質安定が図れます。当社の鉄骨溶接ロボットシステムには従来機種より大幅にスパッタが減少し高能率施工が可能なプロセスやプロセス搭載機種をラインナップしており、それぞれのプロセスに最適な溶接材料を選定することで、大幅に欠陥率を下げることが可能です。
③ 建築鉄骨向け溶接ロボットシステム用ソリッドワイヤ
MG-56R/MG-56R(N)/MG-56R(A)
JIS Z 3312 YGW18
建築鉄骨などでの突合せおよびすみ肉溶接用
従来機:[F]MG-56R、:[F]MG-56R(N)、:[F]MG-56R(A)
電流値(例:250~340A)、大入熱、高パス間温度で使用できるソリッドワイヤです。従来ワイヤに比べプロセス用[F]MG-56R(N)やプロセス用[F]MG-56R(A)はアーク安定性に優れ、スパッタ発生量が極めて少ない高能率の溶接が可能です。
| ※文中の商標を下記のように短縮表記しております。 FAMILIARC™→ [F] |