CONTENTS
2024年01月号
vol.520
 当サイトにつきましては、
当サイトにつきましては、営業部ニュース
溶接ご法度集-30 各種母材におけるご法度(2)
鋳鉄編 その2
今回は鋳鉄編の最後となります。
※本文中の溶接110番・119番および用語解説バックナンバーは、以下URLよりお入りください。
ぼうだより 技術がいどライブラリー https://www.boudayori-gijutsugaido.com/library/
ご法度(134)
Ni系被覆アーク棒を高電流で溶接するのはご法度!
鋳鉄の溶接には、Ni系の被覆アーク棒を使います。
被覆アーク棒の心線に合金成分が多く含まれると、電気抵抗が大きくなります。そのため、一般の被覆アーク棒と同じ電流を用いると、溶接の途中で被覆アーク棒が赤熱し被覆剤が分解してしまいます。
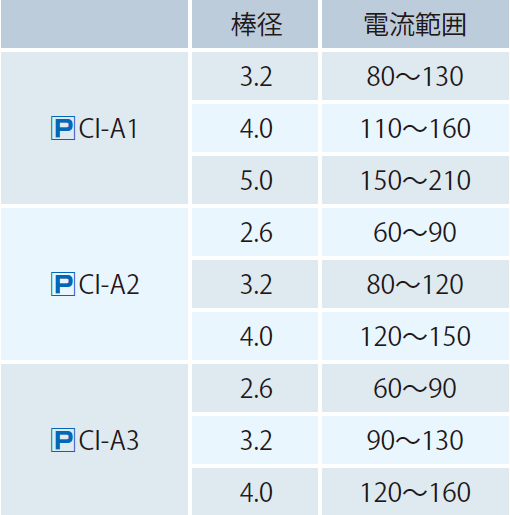
できるだけ細径の被覆アーク棒で、電流は可能なかぎり低電流側の溶接条件でお願いいたします。
神戸製鋼の鋳鉄用被覆アーク棒の電流範囲
ご法度(135)
油抜きを忘れるのはご法度!
鋳鉄を補修する際、使用中に油が浸み込んでいるケースが多く見受けられます。そのまま溶接すると、ピットやブローホールが発生します。そのため、溶接前に浸み込んだ油を除去する必要があります。
油抜きの方法としては、ガスバーナーで焼く方法があります。400℃位で煙がでなくなるまで焼いてください。
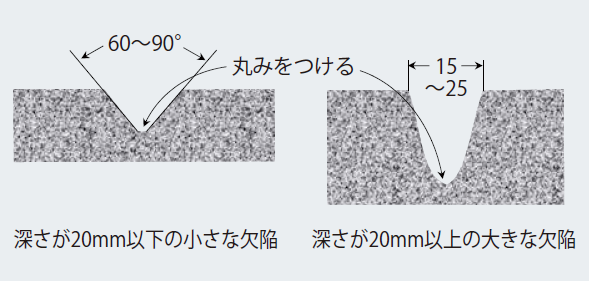
また、補修部分は欠陥がなくなるまで、十分にハツリ鳥、底部に丸みをつけてください。
(ご法度130をご参照ください。)
ご法度(136)
母材と溶接金属の色調の差を忘れるのはご法度!
鋳鉄を補修溶接した場合、溶接金属が色調で目立つことを嫌うケースがあります。とくにNi系被覆アーク棒の溶接金属は母材との色調が大きく変わるため、注意する必要があります。
色調差を嫌う場合は、Niを含んでいない鉄系の被覆アーク棒を用いる必要があります。この場合、融合部が硬化し機械加工がしにくくなる可能性があるのでご注意ください。
神戸製鋼では、[P]CI-A3が鉄系の被覆アーク棒となります。ご法度133に各銘柄の特徴を記載しておりますので、ご参照ください。
| ※文中の商標を下記のように短縮表記しております。 PREMIARC™→ [P] |