~自動化の最先端を追い求めて~
九州地区
第8回『造船用鋼板(一般鋼)の溶接について』
 当サイトにつきましては、
当サイトにつきましては、溶接装置の利便性を追求した機能の紹介
1. はじめに
エレクトロガスアーク溶接法(以下 EGW)は、1950 年代に開発されて以来、船側外板、石油タンクなどを対象に1パスで高能率に立向自動溶接できる施工法として適用されてきました。特に、1974 年に当社が開発したSEGARC™は、簡易EGW施工として造船分野を中心に広く適用されています。2021年1月号(Vol.508)では、主に新エレクトロスラグ溶接装置「SESLA™SG-3」の基本的機能について紹介しました。本稿では、22年夏に販売を開始したSESLA™SG-3の新たなオプション機器のラインナップや、搭載されている機能の詳細について紹介します。
2. SG-3の特長
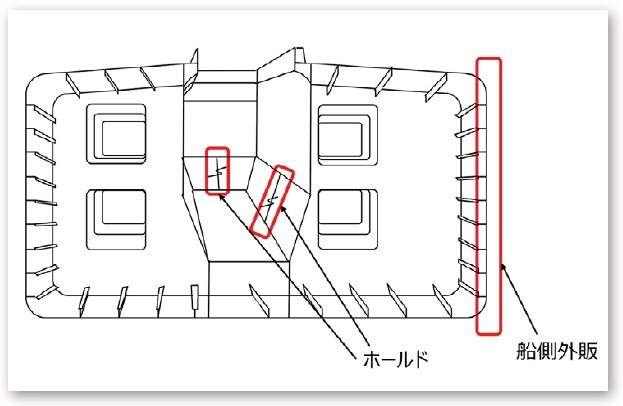
SEGARC™2Z は、主に造船所の外業において船側外板やホールドなど(図1)の突合せ溶接を1 パスで行う高能率溶接装置になります。SEGARC™はEGW によるアーク溶接法で、溶接する際にはシールドガスが必要となります。
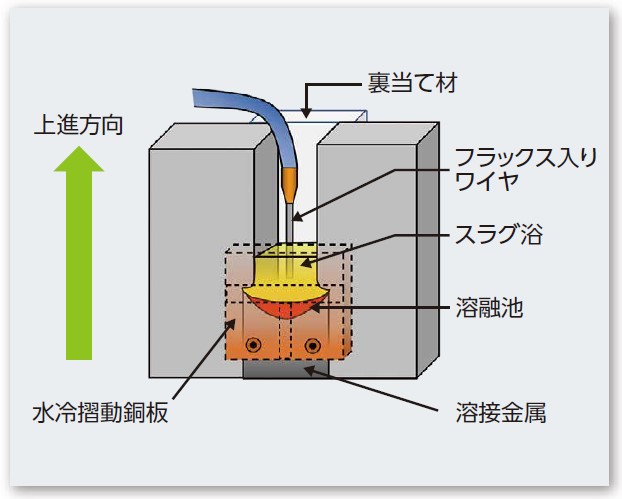
開発した溶接法SESLA™ は、エレクトロスラグ溶接(以下ESW)を基にしており、溶融したスラグ内でワイヤを溶融させるため、シールドガスが不要で、スパッタ、アーク光、ヒュームが少なく、溶接作業性が非常に優れております。
SESLA™SG-3 は、SESLA™ を搭載する自動溶接装置として開発しました。溶接品質の向上、作業者の負荷軽減や脱技能化、IoT化を進めるため、トーチおよび水冷摺動銅板の動作をすべてデジタル制御として、自動化レベルを向上させました。また、SESLA™SG-3 はSESLA™ だけではなく、SEGARC™の溶接も可能となっており、溶接対象物や用途に応じた最適な溶接を選択いただくことが可能です。
3. 装置の構成と各種新機能の説明
3-1. 装置の基本的構成
SESLA™SG-3は、トーチや溶接に必要な機器を備える溶接台車、作業者が操作を行う操作箱、および溶接電源とのインタフェースを行う中継箱で構成されます(図2)。
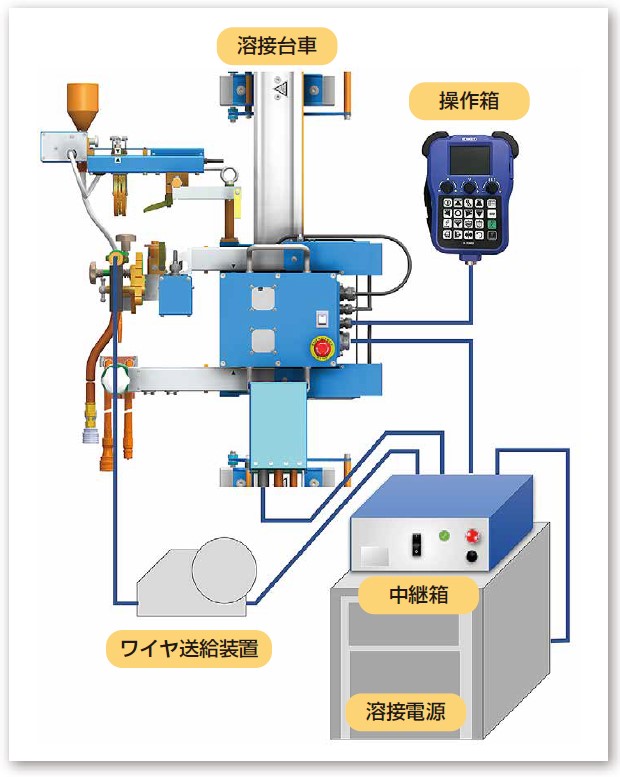
溶接電源およびワイヤ送給装置は、SEGARC™でご使用の電源をそのまま使うことができます。加えて、当社[S]RA500や一部のデジタル電源への接続が可能です。
溶接電源への指令は操作箱から数値指示で電流や電圧、送給量を指令するため、作業者の技量によらない定量的な溶接条件で溶接が可能となります。
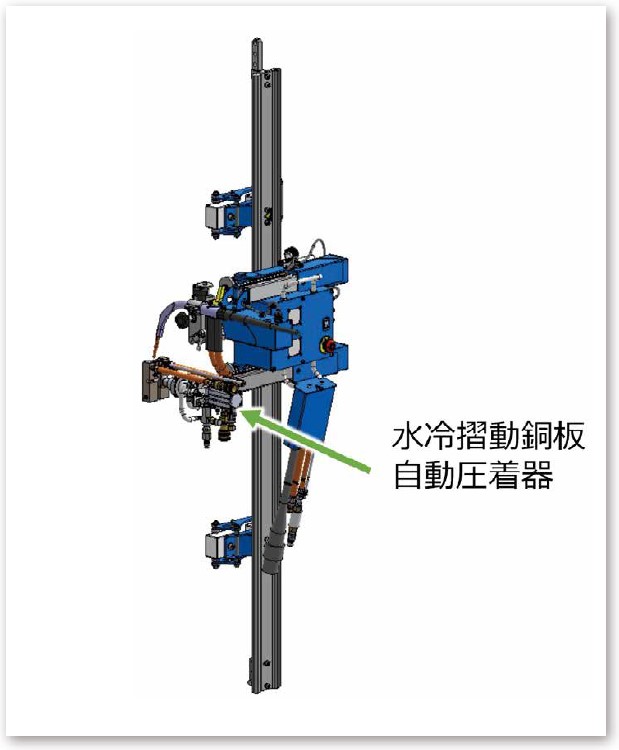
3-2. 水冷摺動銅板自動圧着器
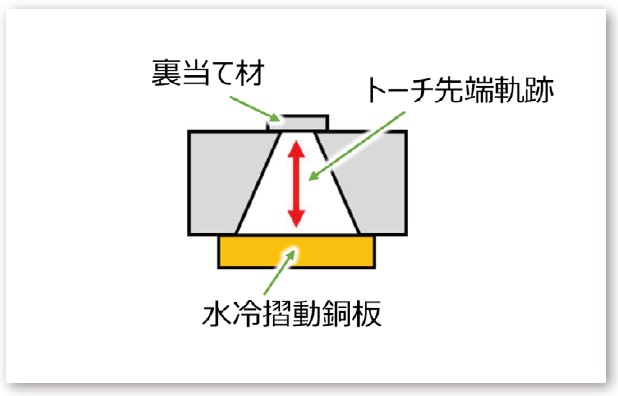
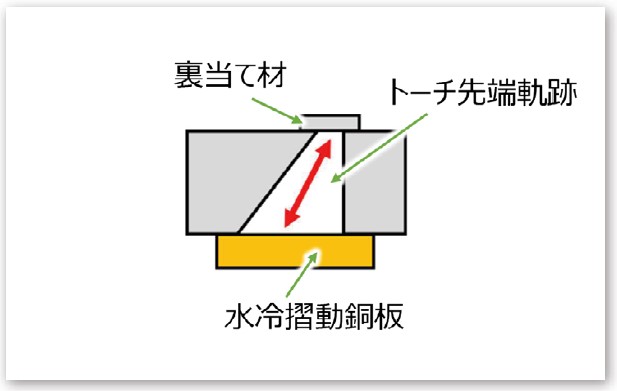
SEGARC™やSESLA™ では、対象ワークの溶接部分を水冷摺動銅板で覆い、レールに沿って立向に上進しながら溶接を行います(図3,4)。
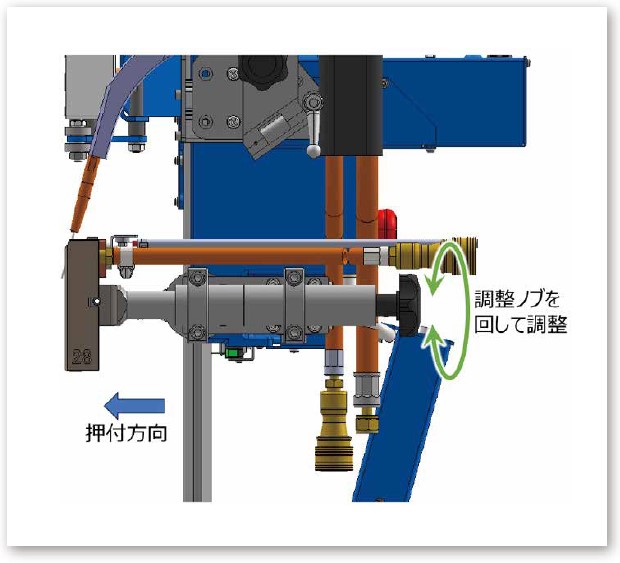
船側外板などの長尺の溶接を行う際、溶接進行方向にシームの板継部や、サーピン・目違いなどの板厚差による段差が生じる場合があります。従来の水冷摺動銅板圧着器は、ばねの力により水冷摺動銅板を押し付ける機構となっており、板継ぎや目違いなどの段差の影響で水冷摺動銅板圧着器の取り付け位置と母材の距離が変動した場合、押し付け力が変動します。押し付け力が変動すると、スラグや溶接金属が漏れるリスクがあるため、溶接士が調整ノブで都度、押し付け力の調整を行う必要があります(図5)。
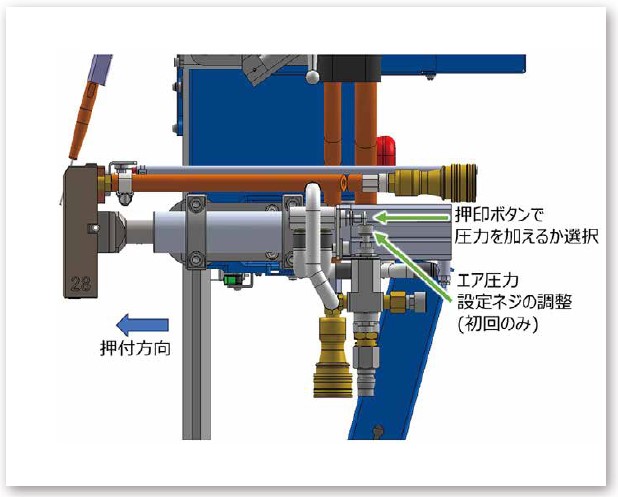
これに対し、水冷摺動銅板自動圧着器はエア圧により、水冷摺動銅板を押し付ける機構となっています(図6)。事前に水冷摺動銅板の押し付け圧をエア調整ネジで設定しておくことで、圧着器の取り付け位置と母材の距離の変動にかかわらず、押し付け力を一定に保つことができます。これにより、溶接中に段差を通過する場合でも、押し付け力を都度調整する必要がなくなり、溶接士の作業負荷を低減できるとともに、段差での溶接金属やスラグ漏れリスクを低減させることができます。また、水冷摺動銅板を母材に押し付け、セッティングをする際に、ボタン一つでセット、解除ができるため、段取り時の作業効率も向上します。
3-3. 高性能ガスシールドアーク溶接機 との組み合わせによる適用拡大
2021年夏に販売を開始した高性能ガスシールドアーク溶接機[S]RA500との接続が可能となり、2025年春よりSESLA™SG-3と組み合わせて発売を予定しております。
中厚板の自動溶接に適した[S]RA500とEtherNet/IPによるデジタル通信で接続しており、SG-3からの溶接条件に対して、正確で精密な制御が可能となります。また、溶接対象物に応じて溶接電源の特性を変更できるため、これまでに比べ多様な母材や開先へ対応できるようになり、より高難易度の溶接施工への適用が可能となります。
また、[S]RA500には新たにESW波形制御モードの搭載を予定しており、デジタル通信により、SESLA™施工に適した制御で溶接できます。

3-4. 多彩なオシレート機能
SESLA™SG-3では1電極で80㎜の極厚板溶接を実現するために、SEGARC™2Zでは45㎜であったオシレートのストロークを80㎜に拡張しました。さらに、多様な開先に対応するため、斜めに動作するオシレートパターンを搭載しました(図9)。SESLA™SG-3のオシレート動作は前後左右への動作が可能で、これにより、レ形開先やK形開先の継手溶接が可能となります。また、モータ動作を精密なデジタル制御とすることで、開先形状に合わせた正確なオシレート動作を実現できます。
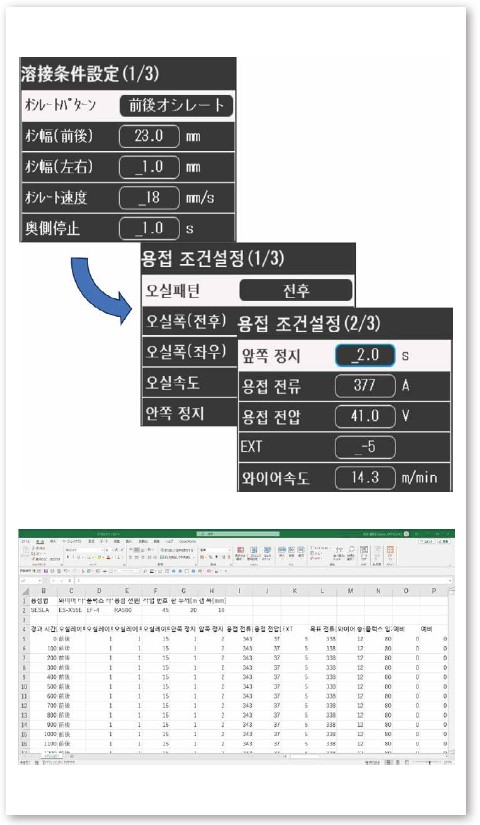
3-5. 表示言語切り替え機能
SESLA™SG-3の操作箱は、海外の作業者でも操作ができるように表示言語の切り替えに対応しています。溶接条件の読み出しや登録、さまざまなパラメータの設定時に表示される言語について、パラメータを変更することで、操作箱の表示画面や溶接中のロギングデータの項目を切り替えることができます(図10)。現在、日本語、韓国語への対応が完了しており、今後、英語、中国語への対応を予定しています。海外のお客様、国内の外国人労働者の操作性の向上を続けてまいります。
3-6. 装置の操作における安全機能
お客様に安全にSESLA™SG-3を使用し、溶接いただくためにさまざまな安全機能を盛り込んでおります。
①非常停止機能
溶接台車と中継箱の両方に非常停止スイッチを搭載し、溶接箇所の近傍と、地上の双方から確実に溶接を停止することができます。
②アーク異常による溶接停止
溶接トーチが母材や銅板と接触することが原因でアーク異常が発生した場合でも、装置がアーク異常と判断し、安全に溶接を停止することができます。
③レール脱落検知
溶接台車の上下にレールを検知するセンサを搭載しており、走行するレールの端部を検知することで溶接台車の走行を停止させ、溶接台車のレールからの脱落を防止することができます。
④各種検知器との接続溶接
トーチや水冷摺動銅板へ流す冷却水の循環が停止すると、さまざまな箇所の破損につながります。また、SEGARC™で溶接する際にシールドガスの供給が停止すると溶接品質に重要な欠陥を生じます。SESLA™SG-3にはこれらの検知器を接続できる機能を具備しており、冷却水の流量検知器やシールドガスの圧力検知器と組み合わせることで、異常を検知し、溶接を停止させることができます。

4. 最後に
本稿では新エレクトロスラグ溶接装置SESLA™SG-3 について、新たなオプション機器のラインナップや搭載されている機能について紹介しました。
SESLA™SG-3 は、作業者の負荷軽減、脱技能化などの自動化レベルの向上に加え、溶接品質の向上において、お役に立てると考えております。
当社では、今後も溶接品質および生産性の向上を目指して装置のさらなる機能アップを図り、お客様への溶接ソリューションを展開していきたいと考えております。
参考文献
1) 齋藤 康之:新エレクトロスラグ溶接装置, ぼうだより, 2021, vol.508, P7-P11
2) 神戸製鋼所溶接事業部門ホームページ 産業別製品紹介 造船 高能率立向上進溶接法 SEGARC™法
| ※文中の商標を下記のように短縮表記しております。 SENSARC™→ [S] |