 当サイトにつきましては、
当サイトにつきましては、溶接ご法度集-24 各種母材におけるご法度(1)
中高炭素鋼編
今回より溶接において特に注意が必要な母材でのご法度を説明します。
そのなかでも問い合わせが特に多い、(1)中高炭素鋼 (2)ステンレスおよび異材溶接 (3)鋳鉄、の3つを取り上げます。
中高炭素鋼は、焼き入れ性を重視し炭素を0.3%から1.5%程度添加しています。そのため焼き入れ性が高く、熱影響部が著しく硬化し溶接割れが発生しやすいため、溶接が難しい母材です。
※溶接110番・119番および用語解説バックナンバーは、以下URLよりお入りください。
ぼうだより 技術がいどライブラリー https://www.boudayori-gijutsugaido.com/library/
ご法度(108)
母材の化学成分を知らずに溶接するのはご法度!
中高炭素鋼は、溶接部が割れやすいことが知られており、溶接は割れをいかに防ぐかを考えながら行われます。その基礎となるのが溶接しようとしている母材の化学成分です。
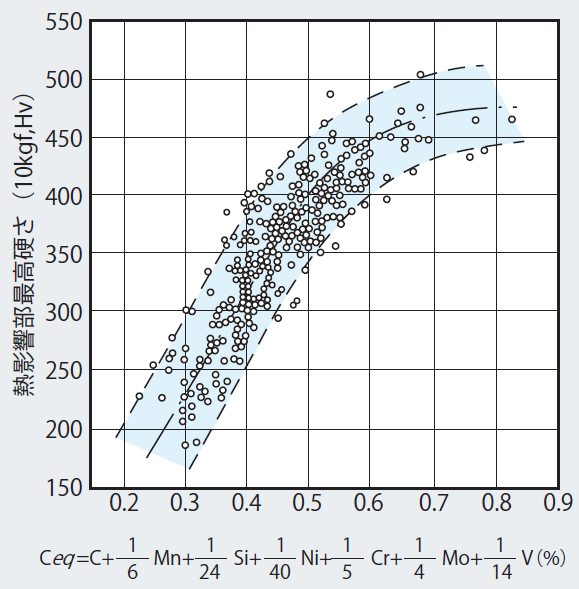
化学成分の中では、とくに「炭素当量」に注目します。炭素当量が高いほど割れやすくなるので注意しましょう。
また、C、Mn、Si、P、Sの5 成分のほか、Cr、Ni、Moなどの量にも注意が必要です。
溶接材料や施工の問い合わせ時には、母材のJISや化学成分、板厚などをご連絡いただければ、より適切なアドバイスが可能となります。
ご法度(109)
予熱なしで溶接するのはご法度!
中高炭素鋼の溶接でとくに重要なのは熱管理です。とくに、溶接前にあらかじめ母材を温める「予熱」がもっとも重要な作業となります。予熱により溶接の際に溶接部がゆっくり冷却されるため、割れにくくなります。
予熱温度は、板厚が厚くなるほど高くする必要があります。予熱には、ガスバーナーやパネルヒーターが用いられます。また、予熱温度が狙いに達しているかを、温度計や温度チョークで確認するようにしてください。(溶接レスキュー119番「中・高炭素鋼及び特殊鋼の溶接」をご参照ください。)
※予熱温度については、神鋼溶接総合カタログ P565「 予熱温度選定のめやす」をごらんください。
ご法度(110)
予熱だけで割れが防止できると考えるのはご法度!
前項のとおり、熱影響部の硬さを下げる予熱は割れの防止に効果的です。しかし、これだけで割れを防止できると考えるのは危険です。
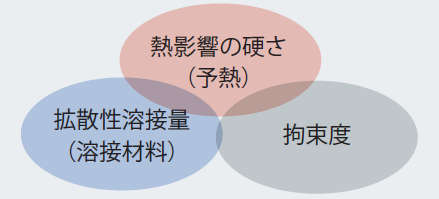
一般に割れの主な要因は
・熱影響部が硬くなること
・溶接金属中の拡散性水素量
・拘束がきついこと
の3つと言われています。
それぞれについて対策を立てて施工する必要があります。
ご法度(111)
溶接金属の拡散性水素量の多い溶接材料を使うのはご法度!
溶接金属中の拡散性水素量は、溶接部の割れには大敵です。
水素の大部分は溶接材料から混入します。つまり、水素を多く持った溶接材料を使うと、割れの発生する可能性が高くなります。
半自動溶接で使うソリッドワイヤはほとんど水素を持っていないため、適切な溶接材料となります。ただし溶接電流を上げると母材希釈により溶接金属が硬くなるためご注意ください。
被覆アーク棒を使う場合は、水素量の低い低水素系棒([LB-XXX])を必ずご使用ください。また、ご使用前には必ず被覆アーク棒を再乾燥する必要があります。
※低水素系棒の再乾燥温度および時間については、神鋼溶接総合カタログ P544「溶接材料乾燥条件」、ぼうだより技術がいどvol.498 のご法度(42)をごらんください。
ご法度(112)
溶接後放っておくのはご法度!
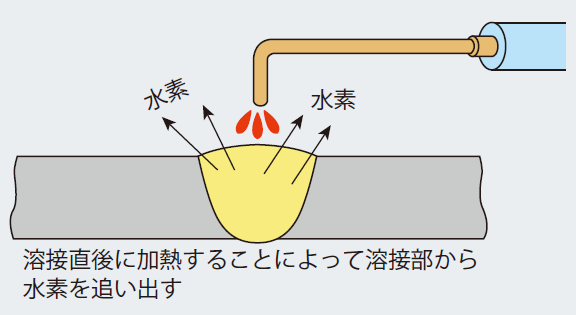
昔は、割れやすい品物を溶接したときは、溶接後に灰の中に入れてゆっくり冷やしなさい、と言われていました。溶接金属中の拡散性水素を、外部に放出するのが目的です。
いまは「直後熱」といい、溶接直後に約300~ 400℃で30分加熱することによって、水素を追い出す処理が行われます。
直後熱を行うかは、板厚や母材の化学成分によって判断されています。しかし、割れの発生を考慮し、板厚や母材の化学成分によらず実施することが推奨されます。
ご法度(113)
溶接直後に割れが発生していなくても安心するのはご法度!
中高炭素鋼に発生する、主に熱影響部の割れは「遅れ割れ」「低温割れ」と呼ばれます。その名のとおり、割れが溶接直後ではなく、1~2日後に発生します。これだけ時間がかかるのは、水素が溶接金属をゆっくりと通過し放出されるためと考えられています。(そのため、直後熱で水素を溶接金属が固まる前に放出させる必要があります。)
そのため、溶接直後に割れがなくても安心は禁物で、安全のためには溶接後48時間まで判断を待つべきでしょう。