 当サイトにつきましては、
当サイトにつきましては、レーザ溶接について
1.はじめに
レーザ(LASER) とは、「Light Amplification by Stimulated Emission of Radiation」の頭文字からできた言葉で、人工的に増幅させた特定の波長の光のことです。レーザは自然光とは異なり特定の波長から構成されているため、集光性、指向性に優れており、レンズで集光すると高エネルギー密度の熱源になります。このレーザを溶接に適用したものをレーザ溶接とよび、以下の特長を持ちます。
① 高速での溶接が可能
② 低入熱のため、熱影響部が少ない
③ 大気中での溶接が可能
④ 非接触での溶接が可能
また、レーザ溶接は、従来の接合法と比べてランニングコストの削減、自動化も容易なため、自動車や電池ケースなどの薄板の溶接継手を中心に、あらゆる分野で使用されています。そこで、今回はレーザ溶接の特長についてご紹介させていただきます。
2.レーザ溶接装置および特長
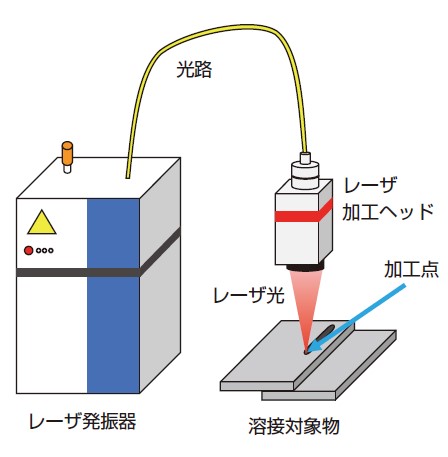
レーザ溶接機の代表的な構成を図1に示します。レーザ溶接機は主にレーザ発振器、光路、レーザ加工ヘッドから構成されています。発振器から出たレーザ光は、光路(ミラーやファイバー)を通じてレーザ加工ヘッドに導かれ、レーザ加工ヘッド内の集光レンズにより数ミリ以下に集光することでレーザ溶接として機能します。通常、レーザ加工ヘッドを3軸または6軸のロボットに取り付けた状態で使用しますが、近年ではレーザ加工ヘッドを手動で操作する方法も広まりつつあります。
レーザ溶接の発振器は、レーザの発振方法により複数の種類に分類され、それぞれ特長が異なります。代表的なレーザ発振器の特長1)2)を表1に示します。発振器の種類によって、波長、最大出力など異なりますので、溶接対象物によって適切な発振器を選定する必要があります。アルミや銅などを溶接する際は、炭素鋼と比べてレーザ吸収率が低いため注意が必要です。特に銅の溶接にはより波長の短い発振器が適していると言われており、グリーンレーザやブルーレーザの研究が現在も続けられています。
| 種類 | レーザ物質 | 波長(μm) | 特長 |
|---|---|---|---|
| CO2 レーザ | CO2-N2-He (気体) |
10.6 | ・ガスを媒質にレーザを発生させる ・高出力化が容易 ・光路に光ファイバーを使用できない |
| YAG レーザ | Nd3+:Y3Al5O12 (固体) |
1.064 | ・発振効率が悪い ・光路に光ファイバーを使用できる |
| 半導体レーザ | Al(In)GaAs,
InGaAsP など (固体) |
0.8~0.98 | ・レーザ物質を変更することでさまざまな波長の光を発生させることが可能 ・発振効率が良い ・光路に光ファイバーを使用できる |
| グリーンレーザ | ― | 0.532 | ・第2高調波を使用している ・アルミや銅などの非鉄でもレーザ吸収率が高い ・光路に光ファイバーを使用できる |
| ディスクレーザ | Yb3+:Y3Al5O12 など (固体) | 1.03 | ・レーザ物質形状をディスク型に変更し、発振効率を向上させたレーザ発振器 ・発振効率が良い ・光路に光ファイバーを使用できる |
| ファイバーレーザ | Yb3+:SiO2 など (固体) | 1.05, 1.09 | ・発振器自体がファイバーで構成されており、光軸調整などのメンテナンスが不要 ・発振効率が良い ・光路に光ファイバーを使用できる |
3.溶接例
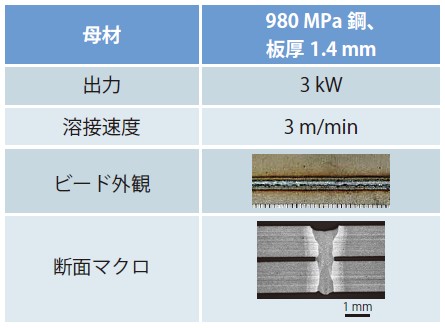
レーザ溶接の一例として、自動車ボディへの適用を想定して当社で行った鋼板(980MPa鋼、板厚1.4mm) 重ね継手の溶接ビード外観および断面マクロ観察の結果を図2に示します。上述のとおり、集光されたレーザ光は高エネルギー密度の熱源となり、溶接速度3.0m/min という高速で貫通溶接を行うことができています。また、レーザ溶接の溶込みは、ビード幅に比べて溶込みが深くなるのが特長です。これにより、レーザ溶接では、最低限の入熱で板を貫通することができ、母材の劣化や熱変形を抑えることができます。しかし、この入熱が少なく、溶接部の体積が小さいということは良いことばかりではありません。板間にギャップが空いてしまった場合、アンダーフィルが発生しやすいという欠点にもなります。
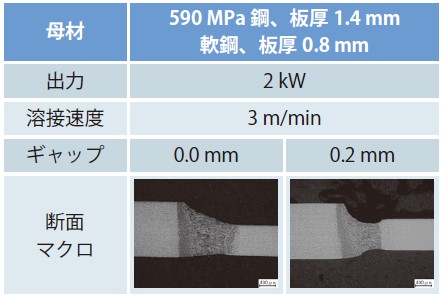
この欠点の具体的な事例として、テーラードブランク溶接を想定したレーザ突合せ継手(590MPa鋼、板厚1.4mmおよび軟鋼、板厚0.8mm)に対して、板間のギャップを0.0mm および0.2mmに設定した断面マクロ観察結果を図3に示します。ギャップ0.0mmの結果を見ると、すべての溶接部の厚さが軟鋼側の板厚を上回っており、健全な溶接部が得られています。一方、ギャップを0.2mm空けた試験体では、溶接部の厚さが軟鋼側の板厚以下となっており、溶接金属量の不足によるアンダーフィルが発生していることがよくわかるかと思います。レーザ溶接では溶接部の体積が小さく、また、一般的なアーク溶接と違い外部から溶加材を加えないため、わずかなギャップでも溶接金属量が不足し、欠陥の原因となります。継手形状などによっても多少異なりますが、薄板だとレーザ溶接の欠陥をなくすためには、ギャップは0.1mm以下に抑える必要があると言われており、レーザ溶接を行う際は板の加工精度や治具に細心の注意を払う必要があります。一方、実生産工程を考慮し、母材間の隙間の裕度を拡張する手法についても検討が進められています。その一例として、ウォブリング3)を次節で紹介します。
4.ウォブリング

ウォブリングとは、レーザの加工点を高速で動かしながら溶接する手法であり、スキャナーと呼ばれる特殊なレーザ加工ヘッドを使用して溶接を行います。当社で使用しているスキャナーを搭載した溶接ロボットの外観を図4 に示します。ロボットの先端に取り付けられているスキャナーの内部には2つのミラーが内蔵されており、この2つのミラーの角度を変化させることにより、ロボットのアームを動かすより高速でレーザの加工点を走査できるようになっています。実際にウォブリングを行った動画を図5に示します。動画のウォブリングは、スキャナーで大きな円形を描くようにレーザを走査し、ロボットを溶接線方向に直線で動かしたものです。レーザを円形に走査することによりビード幅が広がり、溶接金属量が増えることで、耐ギャップ性の向上が見込まれます。また、ウォブリングでは高速(低入熱) のレーザ光が同じ箇所を何度も通過するため、従来のレーザ溶接よりも温度変化が緩やかになり、スパッタおよびポロシティの低減が期待できます。
図5 ウォブリング動画
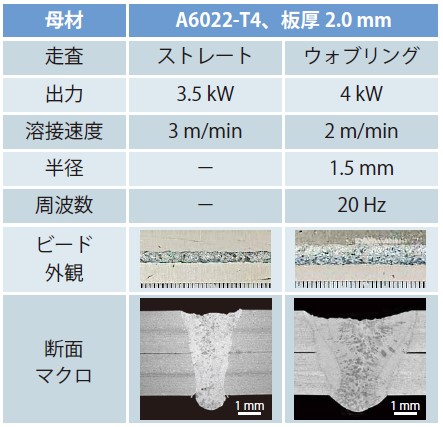
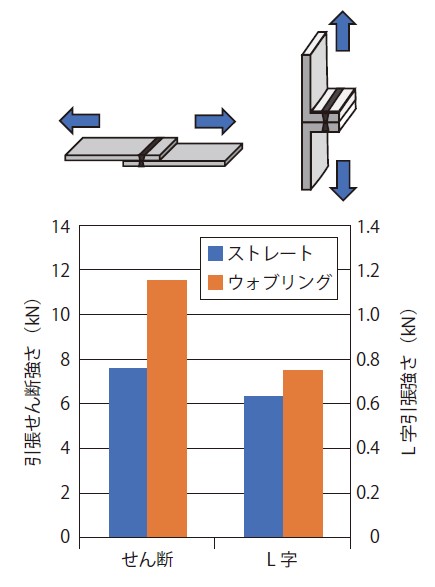
自動車ボディへの適用を想定したアルミ板(A6022-T4、板厚2.0 mm) の2 枚重ねをウォブリングの有・無で溶接した継手の断面マクロ観察および継手強度試験の結果を図6、7 に示します。ウォブリングによりビード幅が広がり、溶接金属量が増えているのがわかるかと思います。ビード幅が広がることは継手強度にも有利に働くため、ウォブリング有の方が引張せん断強さ・L字引張強さともに高くなっています。ウォブリングは耐ギャップ性を向上させるだけでなく、継手の品質を向上させることも可能な接合方法です。
5.おわりに
レーザ溶接について、特長および接合事例を紹介させていただきました。レーザ溶接は現在もさまざまな研究が進められており、日々新たな技術が開発されています。従来適用がむずかしいとされていた箇所でも、現在の技術であれば適用可能な箇所は多々あります。当社では、レーザ溶接継手の試作、評価試験を行い、お客さまの課題解決に向けた提案をさせていただきます。
最後に、本稿がレーザ溶接について皆様の一助となれば幸いです。ご相談がございましたら、お気軽にコベルコ溶接テクノまでご連絡ください。
<参考文献>
1) 片山:溶接学会誌 第78巻(2009) 第2号 p.40-54
2) 片山:生産と技術 第67巻(2015) 第4号 p.18-28
3) ブライスら:Industrial Laser Solutions Japan September 2017 p.20-23
| コベルコ溶接テクノ(株)ウェブサイト https://www.kobelco-kwts.co.jp/ |