 当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。
当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。話題の溶接1967

日本のものづくりを支えた神戸製鋼の溶接技術。今回は「神鋼溶接棒だより 1967年2・3月号」に掲載された“エレクトロスラグ法による超厚板溶接”をご紹介いたします。
新技術に挑戦する神鋼技術陣の記録です。
*本稿は1967年に掲載された記事を再掲しています。内容は掲載時点の情報であり、表記も当時にならいます。
最新の情報とは異なる場合がございますことを、あらかじめご了承ください。
《 話題の溶接 》
エレクトロスラグ法による
5,500tonプレス主シリンダーの円筒溶接
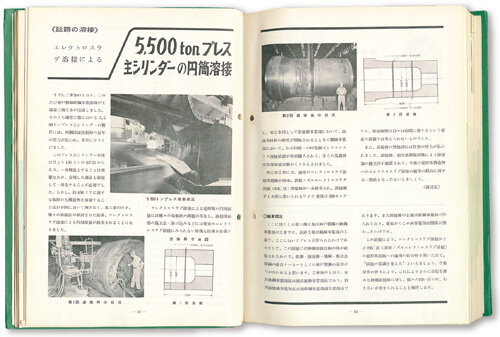
このたび神戸製鋼鉄鋼事業部、神戸工場の第三期工事が完了しました。その鋼管工場における5,500トンプレスの主シリンダー制作には当社溶接技術陣の長年の挑戦がありました。
このプレス主シリンダーは仕上り105トンのSF55(注:炭素鋼鍛鋼品)からなります。これを一体構造とすることは困難なため、分割した部品を溶接して一体化することが必要でした。しかし、約400mmに達する板厚の大構造物を溶接することはわが国において例がなく、本工事のため種々の溶接法が検討された結果、エレクトロスラグ溶接による円周溶接が採用されることになりました。
エレクトロスラグ溶接による超厚板の円周溶接には種々の未解決の問題が存在し、溶接開始部の施工法・溶込み確保などには従来のエレクトロスラグ溶接に見られない特殊な技術を必要とします。溶接事業部において本工事用の溶接材料の研究が開始されるとともに、機械事業部においてわが国唯一の4電極エレクトロスラグ溶接装置が特別購入され、多くの基礎研究・実体溶接実験がくりかえされました。
特に本工事には、通常のエレクトロスラグ溶接用電極が4本、消耗ノズルエレクトロスラグ溶接(BIC法)用電極が1本使用され、溶接継手1か所に用いられるワイヤ重量は820kg、溶接時間は12~14時間に達するという従来の常識では考えられないものでした。
また、溶接後の熱処理には特別の努力が払われました。溶接後、超音波探傷試験により溶接部の健全性が確認され、ミッション完了となりました。この挑戦がエレクトロスラグ溶接およびBIC法(消耗ノズルエレクトロスラグ溶接)の超厚板溶接への適用可能性を開いた点で“溶接の常識を超えた” と言えましょう。(完)