 当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。
当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。溶接ご法度集-11 各種溶接材料編(1)
被覆アーク溶接棒④
今回は溶接材料に関わるご法度「被覆アーク溶接棒(被覆棒)」の第4弾です。
※本文中の溶接110番・119番および用語解説バックナンバーは、以下URLよりお入りください。
ぼうだより 技術がいどライブラリー http://www.boudayori-gijutsugaido.com/library/
ご法度(51)
低水素系被覆棒を
そのままアークスタートするのはご法度!
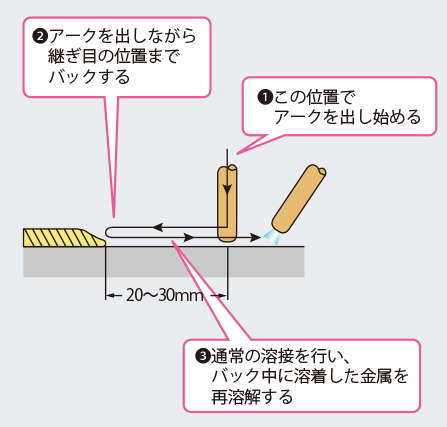
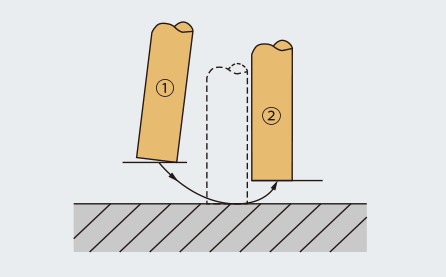
低水素系被覆棒をアークスタートすると、スタート部にブローホールが発生する傾向があります。これは、フラックスの融点の高い、低水素系被覆棒の本質的な短所です。これは、溶接者の技量で欠点をカバーすることができます。
この方法が「バックステップ法」です。右図のようにスタート箇所の20~30mm前方にアークを発生させて、少し後戻りしてから前進します。この方法によりスタートブローホールはほぼ防止できます。
ぼうだより 技術がいどライブラリ
溶接110番・レスキュー隊119番
http://boudayori-gijutsugaido.com/gaido/catalog/110/#target/page_no=1
・低水素系溶接棒によるアークスタート時の気孔欠陥と対策について
ご法度(52)
ウィービング幅を
棒径の3倍以上にするのはご法度!
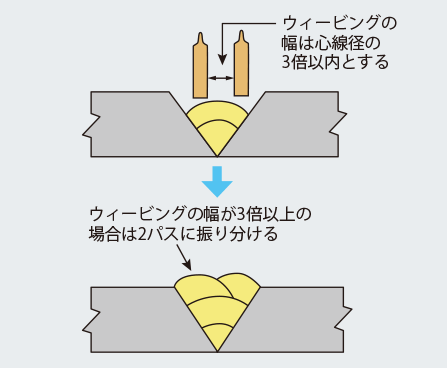
被覆棒を溶接線方向に一直線に溶接したビードを「ストリンガービード」と呼びます。一方、溶接棒をジグザグに運棒し、幅広いビードを置くことを「ウィービング」と呼びます。ウィービングの幅が広すぎると、ブローホールや融合不良の原因となります。そのため、被覆棒を動かす幅は棒径(心線の径)の3倍までと言われています。棒径4.0mmでは、12mmがウィービング幅の最大値です。
ここでいう幅とは、ビードの幅ではなく運棒の幅なので、ビードの幅は4倍程度となります。
ご法度(53)
メーカ推奨の電流範囲から
逸脱するのはご法度!
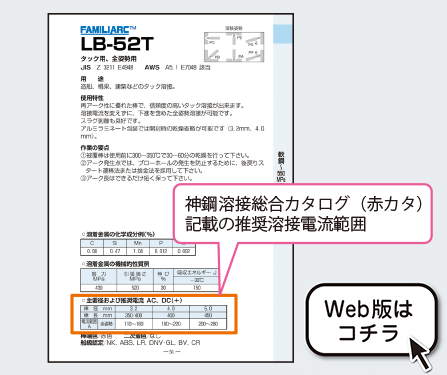
溶接材料メーカは、棒径ごと、溶接姿勢ごとに適正電流範囲を推奨しています。
たとえば、イルミナイト系溶接棒の4.0mmでは、下向姿勢で120~180Aとなっています。この溶接電流範囲であれば、良好な溶接部が得られます。
ところが、実際の現場では上限をオーバーしていることもあります、強すぎる電流は、ブローホールやアンダカット、スパッタなどが発生しやすくなります。注意しましょう。
ご法度(54)
溶接棒を前進法で溶接するのはご法度!
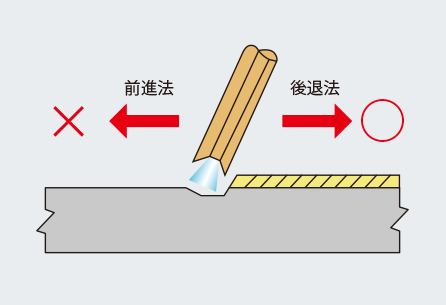
溶接棒を動かす方向には、右図のように「前進法」と「後退法」があります。
マグ溶接の場合は、この2つを使い分けますが、被覆アーク溶接の場合には前進法を使うことはまずありません。
前進法で溶接すると、スラグ巻込み、ビード外観の乱れ、ブローホールの発生などが起こります。
ご法度(55)
溶接棒を大きく寝かせたまま
溶接するのはご法度!
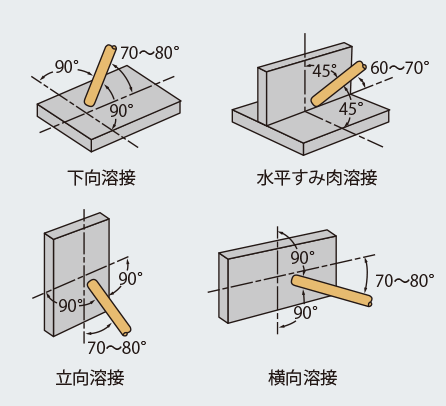
それぞれの溶接姿勢における適正な溶接棒の保持角度は、右図のとおりとなります。
溶接棒の保持角度を寝かせすぎると、必然的にアーク長が長くなってスパッタも多くなり、ビード外観も悪くなります。
常に正しい保持角度を保てるように、日ごろから訓練しましょう。
ご法度(56)
アークスタートで溶接棒を母材に
垂直にタッチするにはご法度!
溶接を始める際に、もっとも苦労するのがアークスタートです。最初のうちは溶接棒が母材にくっついてしまい、アークスタートができないものです。
アークスタートのコツは「マッチを擦るように」です。溶接棒先端で母材面を溶接方向に軽くこすってアークを発生させます。