 当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。
当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。セルフシールドアーク溶接について
1. はじめに
セルフシールドアーク溶接とは、半自動アーク溶接と同様に溶接ワイヤを自動送給させて溶接する方法で、大きな違いはシールドガスを使用しないで溶接が可能な点です。被覆アーク溶接と同様にフラックスがアーク熱に反応し、シールドガスを発生させながら溶接を行います。シールドガスを使用しない事からノーガスやノンガスなどと呼ばれています。主な使用業種としては、建築・土木での鋼管杭などの現場溶接に多用されています。
2. セルフシールドアーク溶接の特徴
セルフシールドアーク溶接を、他の溶接方法と比較した時の長所と短所を下記に示します。
①内包したフラックスがアーク熱に反応してシールドガスを発生させ、溶融池を大気中の窒素や酸素から遮断・保護するので、シールドガスが不要。
②風に強く、風速10m/秒程度まで防風対策が不要なので、屋外での現場溶接作業に最適。
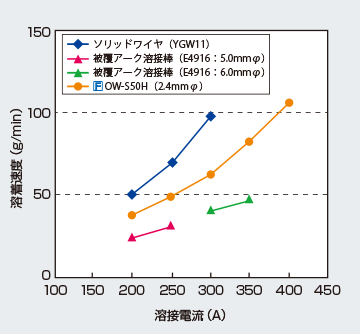
③被覆アーク溶接に比べ、溶着速度が早く能率的(図1参照)。
④スラグが溶接金属全面を覆い、美しいビード外観が得られる。また、スラグのはく離性も良好。
⑤半自動アーク溶接法と同様に全姿勢溶接が可能。
⑥OW系では、交流電源も使用可能で設備費が安価で経済的。
①他の溶接方法と比較し、溶接時のヒューム発生量が多い。
②フラックス入りワイヤなので、ワイヤの保管・管理には十分な注意が必要になる。
③OW系では、専用の溶接機や送給装置が必要。
④半自動アーク溶接に比べ溶着速度が劣る(図1参照)。
3. 溶接材料・機器に関して
神戸製鋼所ではセルフシールドアーク溶接用溶材として、大別するとOW系とOW-S系の2種類をラインナップしております。
1.OW系は、神戸製鋼所の代表的な銘柄である、[F] OW-56Aがあります。ワイヤ径は2.4mm・3.2mmの太径をラインナップしています。包装形態は、3.2mmφはコイル巻き、2.4mmφはコイル巻きとスプール巻きがあります。溶接機は、交流(以下、AC)・直流(以下、DC)ワイヤプラス(+)共に使用可能ですが、主にACで使用されています。送給装置は、専用の装置が必要になります。
2.OW-S系は、低電流域や全姿勢での溶接作業性を重視して開発されたワイヤであり、溶接機はDC(-)で使用して下さい。ワイヤ径は1.2~2.4mmφの細径をラインナップしており、包装形態はスプール巻きとなっています(表1参照)。横向き姿勢を重視した[F]OW-S50Hと、全姿勢溶接が行える[F]OW-S50Tがあります(図2参照)。
| 品名 | ワイヤ径(mmφ) | 電流範囲(A) | |
|---|---|---|---|
| 下向/ 横向き/ 水平すみ肉 | 立向き上進 | ||
| [F]OW-56A | 2.4 | 150~350 | 130~220 |
| 3.2 | 300~450 | ― | |
| [F]OW-S50H | 1.6 | 130~350 | ― |
| 2.0 | 180~360 | ― | |
| 2.4 | 200~400 | ― | |
| [F]OW-S50T | 1.2 | 50~250 | 50~200 |
![図2 [F] OW-S50Tの溶接例](images/res-02.png)
4. 溶接施工の注意事項
セルフシールドアーク溶接は、半自動アーク溶接とは異なる注意点が多数ありますので、下記に説明します。
セルフシールドアーク溶接は、専用の機器を使用する事が前提ですが、細系ワイヤ(1.2~1.6mmφ)を使用する場合は半自動アーク溶接機の代用が可能です。しかし、使用する電源が a)DCワイヤ(-)への極性変更可能か、b)使用するワイヤ径が送給可能かなどを、各電源メーカーへ事前確認頂く必要がありますので、ご注意下さい。
半自動アーク溶接では、ワイヤ突き出し長さ(チップ先端からワイヤ先端までの距離)を、電流値により15~25mm程度に保持して溶接します。しかし、セルフシールドアーク溶接では1.2mmφは10~20mm、1.6~3.2mmφは30~50mmに保持しての溶接を推奨しています。これは、ワイヤに掛かる抵抗熱(ジュール熱)を高くして、ワイヤ内のフラックスの熱分解を助長しシールド効果を最大限に引き出すため、半自動アーク溶接よりも長い突出し長さを推奨しています。ワイヤ突き出し長さが短すぎるとフラックスの分解が促進されないので、ピット・ブローホールなどの気孔欠陥の発生源となります。ワイヤ径に応じた、ワイヤ突き出し長さの調整・管理を実施して下さい。
溶接材料と各ワイヤ径の推奨溶接電流範囲を、表1に示します。溶接電圧の設定は各種ワイヤや設定電流値・溶接姿勢などによって異なりますので、適宜設定して下さい。太径ワイヤの場合は、電圧が低いとスティック(動画1・2参照)してワイヤが母材と短絡しますので、スティックが起こらない状態から2V程度上げた状態が良好な電圧の目安になりますので、ご参考にして下さい。
動画1 [F]OW-56A スティック状況
動画2 [F]OW-S50H スティック状況
セルフシールドアーク溶接を本溶接に用いる場合、タック溶接や補修溶接に非低水素系(LB系以外)溶接棒を使用すると、気孔欠陥の発生やスラグはく離性が劣化する場合があります。欠陥発生防止の観点から、必ず低水素系(LB系)溶接棒を使用して下さい。
セルフシールドアーク溶接は、その他の溶接と比較しヒューム発生量が多いので、室内で溶接作業を行う時は、換気を充分行って下さい。特に狭隘な場所での溶接作業では、扇風機等で強制的に風を送り換気を行うよう心掛けて下さい。ただし、風速が10m/秒以上になりますと、気孔欠陥の発生原因となりますのでご注意下さい。
セルフシールドアーク溶接ワイヤに限られた話ではありませんが、以下の事項にもご注意下さい。
a) 溶接材料の保管は雨や雪などが吹き込まない室内に保管して、直接床面に置かずパレット等の上に乗せ、壁に密着させずに風通しの良い環境下で保管する。
b) 開封後は再乾燥ができませんので、極力早期に使用する。
c) 開封後に長期間保管する場合は、錆び発生防止のため送給装置からワイヤを取り外し再包装して保管する。
5. 最後に
セルフシールドアーク溶接は、使用するワイヤ径により専用の溶接機器が必要になるので、容易に採用する事は難しいとは思いますが、他の溶接方法と比較して種々のメリットもあります。作業内容や作業場所・環境などによりご検討頂ければと思います。また昨年、亜鉛メッキ用のセルフシールドアーク溶接ワイヤが新たにラインナップされました。銘柄は、[F]OW-1Zになりますのでご興味を持たれた方は、お気軽にご相談頂ければ幸甚です。
| ※文中の商標を下記のように短縮表記しております。 FAMILIARC™→[F] |

神鋼溶接サービス(株) CS推進部 CSグループ
原 彰一朗