CONTENTS
2018年7月号
vol.499
 当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。
当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。営業部ニュース
溶接ご法度集-10 各種溶接材料編(1)
被覆アーク溶接棒③
今回は溶接材料に関わるご法度「被覆アーク溶接棒(被覆棒)」の第3弾です。
※本文中の溶接110番・119番および用語解説バックナンバーは、以下URLよりお入りください。
ぼうだより 技術がいどライブラリー http://www.boudayori-gijutsugaido.com/library/
ご法度(48)
フラックスの欠けた
被覆棒で溶接するのはご法度!
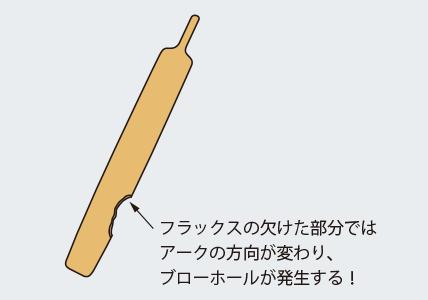
フラックスの欠けた被覆棒で溶接した経験はありませんか? 欠けた部分にアークが差し掛かると、アークの方向が変わってしまいます。また、その部分の溶接金属にブローホールやピットが発生したり、性能が劣化したりします。
フラックスはレンガのようにもろいものです。衝撃などを与えないように慎重にお取扱いください。特に低水素系被覆棒は注意が必要です。
ご法度(49)
開先の外に
アークストライクするのはご法度!
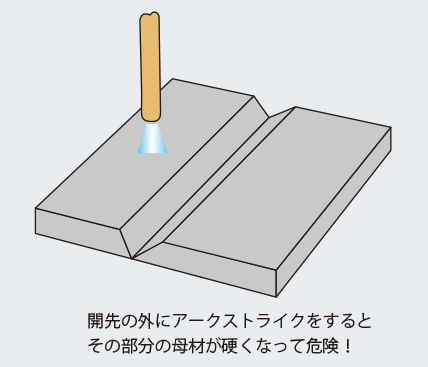
母材の上に瞬間的にアークを飛ばしすぐに切ることを「アークストライク」と呼びます。
アークストライクを行うと、母材の上にのこる痕跡が問題となります。この痕跡部は瞬間的に高温となり、その後猛烈な速度で冷却されるため、硬さが上昇し割れの危険性が出てきます。
開先内のアークストライクは、あとで溶接されるため心配ありませんが、開先の外の痕跡はグラインダーなどで補修する必要があります。
ご法度(50)
強度の高い母材と低い母材を溶接する際に、低水素系以外の被覆棒を使うのはご法度!
引張強さが400MPaと590MPaの母材を溶接する際は、一般的に低い側の400MPaに合わせた溶接材料を使用することができます。しかし、590MPa側の熱影響部は硬化して割れやすくなります。
そのため、溶接金属の拡散性水素量が低い溶接材料を使う必要があります。また、予熱は引張強度の高い側(この場合は590MPa)に合わせた温度を選択してください。
| ・使用する被覆棒のタイプ | 低水素系被覆棒 |
|---|---|
| ・溶接金属の引張強さ | 400MPaに合わせることも可能 |
| ・予熱温度 | 590MPaに合わせる |
| ・応力除去焼きなまし条件 | 400MPaに合わせる |
(さらに詳しい情報は)
ぼうだより 技術がいどライブラリ
溶接110番・レスキュー隊119番
http://boudayori-gijutsugaido.com/gaido/catalog/110/#target/page_no=1
・ステンレス鋼と炭素鋼の異材溶接について
ぼうだより 技術がいどライブラリ
溶接110番・レスキュー隊119番
http://boudayori-gijutsugaido.com/gaido/catalog/110/#target/page_no=1
・ステンレス鋼と炭素鋼の異材溶接について