 当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。
当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。溶接ご法度集-6 溶接施工/施工管理編 その4、
および溶接作業編 その1
溶接施工に関わる「ご法度」の第4弾、および溶接作業編 その1です。
※本文中の溶接110番・119番および用語解説バックナンバーは、以下URLよりお入りください。
ぼうだより・技術がいどライブラリー http://www.boudayori-gijutsugaido.com/library/
ご法度(26)
入熱管理を怠るのはご法度!
入熱の計算式は、
入熱量(J/cm)=溶接電流(A)×アーク電圧(V)×60/溶接速度(cm/min)
となります。
この式からは、高い溶接電流でゆっくり溶接すると入熱量は大きくなります。つまり、一度に大きなビードを着けると入熱量が上がります。
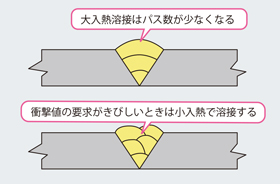
一般的には、入熱量は適正な範囲で小さいほど良好な機械性能を得ることができます。一方、大入熱で溶接すると溶接金属は引張強度、吸収エネルギー共に低下し、また過大な入熱で溶接すると熱影響部が組織粗大化して衝撃値が悪くなることもあります。
同じ開先を溶接する場合、大入熱で溶接すればパス数は少なくなり、小入熱の場合はパス数が多くなります。
ぼうだより 技術がいどライブラリ
溶接110番・レスキュー隊119番
http://boudayori-gijutsugaido.com/gaido/catalog/110/#target/page_no=1
・溶接入熱について
ご法度(27)
溶接継手各部の名称を覚えていないのはご法度!
溶接継手各部にはそれぞれ名称があります。
溶接金属は、溶接材料と母材が溶け混ざり合って凝固した部分です。
ボンド(融合部)は溶接金属と熱影響部の境界線のことです。
熱影響部は、溶けてはいないものの溶接熱で組織が大きく変化した部分です。ハズ(HAZ=Heat Affected Zone)とも呼ばれます。性能も、もとの母材とは異なります。それぞれの名称を、よく覚えておきましょう。
*なお、神鋼総合カタログにある「溶融金属」は溶接材料が溶けて凝固したもので、母材などの影響を受けていない金属を指します。
ぼうだより 技術がいどライブラリ
用語解説
http://boudayori-gijutsugaido.com/gaido/catalog/word/#target/page_no=1
・熱影響部(HAZ)とボンド
ご法度(28)
むずかしい姿勢で溶接するのはご法度!
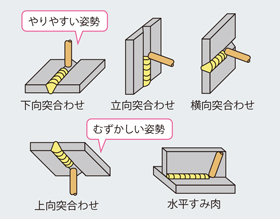
溶接姿勢には大きく分けて「下向」「立向」「横向」「上向」の4つがあります。
これらの中でもっともラクに溶接でき、しかも良好な結果を得られるのは下向姿勢です。
溶接欠陥を避け、能率を上げるためにも無理にむずかしい姿勢で溶接をせず、治具などを用いてできるだけ下向で溶接することをお勧めします。
溶接作業編
ご法度(29)
ビードの継ぎ目に注意を怠るのはご法度!
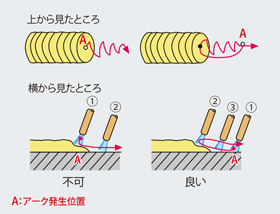
ビードの継ぎ目部は、外観的に不連続部をつくりやすく、なおかつ欠陥も発生しやすくなります。ビード継ぎを上手に行うには、後戻り(スタート運棒)法による欠陥の防止と、前ビードのクレータ高さを考慮したビード高さのコントロールが重要です。
練習によってそのコツを体得することが重要です。
ご法度(30)
裏はつりでは
1層目のビードを残すのはご法度!
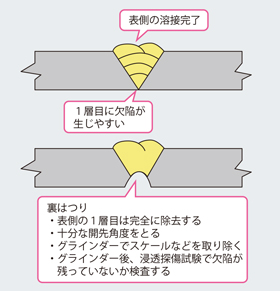
表側の溶接が終わり裏側の溶接を始める前に、裏側の開先を取り直す作業を行います。これを「ガウジング」と呼びます。アークエアを用いることが多いようです。
ガウジングは開先を取り直すと同時に、表側ビードの1層目を取り去ることも目的です。
表側ビードの1層目は、どうしても欠陥が出やすいので、それを除去する必要があります。
ぼうだより 技術がいどライブラリ
用語解説
http://boudayori-gijutsugaido.com/gaido/catalog/word/#target/page_no=1
・ガウジング
ご法度(31)
多層溶接ではビードの盛り方に
注意を怠るのはご法度!
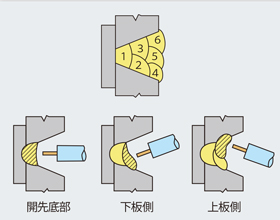
ビードを何本も置いて溶接する多層溶接では、ビードの盛り方(盛る順序)を考えて溶接しましょう。どこに、どんな大きさのビードを置けば、次のビードを欠陥なく置きやすいかを考えながら溶接することが大切です。
融合不良などの欠陥は、電流が低いなど溶接条件だけではなく、盛り方が悪いことも原因として考えられます。
iPhone/iPad、Android用デジタルカタログ
<専用ビューアが必要です>
スマートフォン、タブレットの方は、専用ビューアをダウンロードしてから閲覧ください。

