 当サイトにつきましては、
当サイトにつきましては、ティグ溶接における施工上の注意事項【後編】
本年も、神戸製鋼所国内営業部ならびに我々CSグループとの種々の活動へのご支援を、引き続きよろしくお願い致します。
前号(2023年秋号)に引き続き、「ティグ溶接における施工上の注意事項」の【後編】を解説します。
1. はじめに
前回は「基本編」として、TIG溶接の特徴と用途、タングステン電極の形状、母材の表面状態またはアーク長変動による作業性の変化などについて解説しました。今回は「応用編」として、実施工におけるトーチ操作方法、始端および終端(クレータ部)におけるティグ溶接にありがちな欠陥とその対策について解説します。
2. トーチの操作方法について
2-1. 各種操作方法
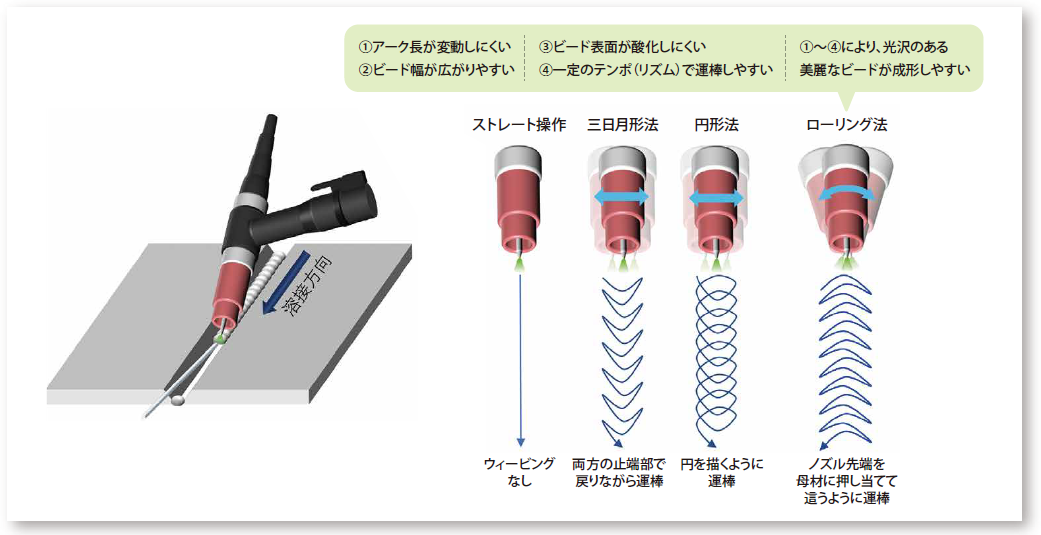
ティグ溶接のトーチ操作方法として基本となるストリンガービード運棒(トーチ操作をウィービングなしでストレートに運棒)の他、三日月形法、円形法またはローリング法によるウィービング運棒があります。(図1ティグ溶接のトーチ操作:ストレート操作、三日月形法、円形法、ローリング法)
2-2. ローリング法
ローリング法は、主にプラント配管などのパイプ円周溶接施工の際に用いられ、JIS技能者評価試験でもローリング法を用いる受験者を多く見受けます。ローリング法はノズルの先端を母材に押し当て、先端でローリング(厳密にはノズル先端の円弧でトーチを這わせながら運棒する)させるので溶接中のアーク長が安定し、ビード波目の揃いが良好で蛇行も少なく、溶接表面の酸化も最小限に抑えられるため非常に美麗なビード外観・形状が得られます。【動画1】で「ローリング法での施工時のアークと溶融金属の凝固」が確認できます。なお、動画の運棒方法はあくまで一例であり、タングステン電極の突出し長さを短くして細かく這わせると、波目の細かいビードが形成できます。逆に、突出し長さを長めにすることで(ローリングの幅を稼ぐことで)、溶接速度を上げることもできます。業種・製作物・鋼種・作業者の好みなどにより施工方法はいろいろありますので、種々お試しください。
動画1 ローリング法での施工時のアークと溶融金属の凝固
*YouTube【溶接講座】にて「初心者向けのローリング法の訓練方法」をご紹介しております。TIG溶接の訓練方法、ぜひご覧ください。
【溶接TRAINING】TIG・トーチ操作(ローリングの練習方法) https://youtu.be/BjBsLj6MCZg?feature=shared
3. 始端部(ビード継ぎ)の処理について
ティグ溶接における始端部の代表的な欠陥に、融合不良が挙げられます。特にビード継ぎ部(アークを一旦切って、再スタートする継目部)では融合不良が発生しやすいため、その対策について解説します。【動画2】「始端部の融合不良対策」に、初層の裏波溶接施工時に一旦アークを切った後に再スタートをする際の施工方法で、ビード継ぎ部分を馴染ませ溶込み不足や融合不良などを防止する方法を示します。ビード継ぎをする際は、前のビード終端部からアークスタートをするのではなく、終端部より10 ~ 20mm程度手前からアークを発生させ、前のビード終端部と馴染みやすいようにアークで予熱を加えながら運棒します。この際、溶加棒は入れずにノンフィラー溶接を行い、ビード継ぎの個所から溶加棒を加えると前のビード終端部との馴染みが良好となり、溶込み不足や融合不良などの発生を抑止することができます。
動画2 始端部の融合不良対策
4. 終端部の処理について
ティグ溶接における終端部(クレータ部)の代表的な欠陥には、収縮孔(クレータ割れ)が挙げられます。【動画3】「クレータ処理の有無について」に、ビード終端部のクレータ処理の有無による収縮孔の発生状況の違いを示します。クレータ処理なしでは、アークを切ると溶融池が一瞬で急激に冷えてしまい、凝固による体積の減少と溶融池付近の引張応力により収縮孔(クレータ割れ)が発生します。いっぽう、クレータ処理ありでは、終端部にて本電流の150Aから数秒間かけてクレータ電流の50Aへ徐々に下がるので、急激な冷却と収縮を防止して収縮孔の発生を抑止することができます。
動画3 クレータ処理の有無について
なお、クレータ条件には「クレータ電流」の他に、クレータ電流に切り替わるまでの時間「ダウンスロープ」や、終端部の酸化・窒化を防ぐためにアーク停止後にシールドガスを吹き付ける時間「アフターフロー」などの設定機能もあります。クレータ条件は母材の種類、板厚、継手形状、溶接条件によって異なりますので都度調整してください。
5. べからず集の検証
これまでは、ティグ溶接の基本についてやや堅苦しく説明してきましたがここでは趣向を変え、普段やってはいけないとわかっているが実際にそれらの溶接をするとどうなるのか?について検証してみました。
5-1. ソリッドワイヤでティグ溶接
本来、炭素鋼ティグ溶接を施工する際は、神戸製鋼所製TG-S50での施工を推奨しております。例えば、炭酸ガスアーク溶接用の[F]MG-50は溶接中に炭酸ガス中の酸素がシリコン(Si)・マンガン(Mn)と結びつき、スラグとして溶接金属から排出されるので溶接金属に歩留まる合金元素が欠乏しないよう、これらの元素は若干多く含まれております。この[F]MG-50をAr100%のティグ溶接に用いると、シリコン(Si)やマンガン(Mn)が溶接金属中に多く歩留まるため、溶接金属の引張強さが必要以上に高くなり、じん性が劣化してJISの規格から外れることが想定されます。【動画4】では一般流通品のソリッドワイヤのなかでも比較的合金元素含有量の多い、[T]MG-60(φ1.4)を溶加棒としてビードオンプレートで溶接してみました。
結果問題なく溶接はできましたが、作業者の感覚では電極の先端がやや丸まりやすく、ビード止端部の馴染みが劣るように感じました。
動画4 [T]MG-60(φ1.4)を溶加棒としてビードオンプレートで溶接
5-2. フラックス入りワイヤでティグ溶接
【動画5】では神戸製鋼所製フラックス入りワイヤのスタンダード[F]DW-Z110(φ1.2)を溶加棒として、ビードオンプレートで溶接してみました。
結果溶接開始直後は溶加棒もよく溶けてビードの馴染みも良好ですが、アーク近傍がフラックスの影響で赤く燃焼しているのが確認できます。その後、溶加棒の先端で丸くなった溶滴が溶融池に移行せず、溶接できていない状態が確認できます。
動画5 [F]DW-Z110(φ1.2)を溶加棒としてビードオンプレートで溶接
5-3. 被覆アーク溶接棒でティグ溶接
【動画6】では神戸製鋼所製被覆アーク溶接棒のスタンダード[F]ZERODE-44(φ3.2)を溶加棒として、ビードオンプレートで溶接してみました。
結果溶加棒を溶融した瞬間にアーク付近が赤く燃焼し、時折スパッタ(被覆剤の燃焼物)が飛散しているのが確認できます。また、心線に被覆剤を塗布しているため溶融池に直接溶加棒を流し込むことが困難で、溶接自体が継続できず最終的には前回(vol.519)の「動画3」の溶融亜鉛めっき鋼板と似たような現象になりました。
動画6 [F]ZERODE-44(φ3.2)を溶加棒としてビードオンプレートで溶接
5-4. セルフシールドアーク溶接用ワイヤでティグ溶接
【動画7】では神戸製鋼所製セルフシールドアーク溶接材料の直流電源のスタンダード品である[F]OW-S50H(φ1.6)を溶加棒として、ビードオンプレートで溶接してみました。
結果[F]OW-S50Hをはじめとするセルフシールドアーク溶接用ワイヤは、自ら大気を遮断するシールドガスを発生させるため、良好なビード形状になるのではないかと予測していましたが、アーク近傍での赤い燃焼が確認でき、時折スパッタ(フラックスの燃焼物)が飛散しアーク安定性もソリッドワイヤと比較すると悪い状況でした。しかし、被覆アーク溶接棒よりは溶融池に溶加棒を近づけやすく、電極が丸まるまでには至りませんでした。
動画7 [F]OW-S50H(φ1.6)を溶加棒としてビードオンプレートで溶接
6. おわりに
ティグ溶接は、スパッタやスラグが発生せず美麗なビード外観・形状が得られ、溶接金属の機械的性質も優秀な施工方法ですが、前処理や施工方法を誤ると大きな欠陥に繋がる旨を解説しました。今回解説した注意事項は基本的な内容であり、実施工では母材の材質、作業環境、継手形状、電流や溶接速度などの入力パラメータ、要求事項などにより多種多様な注意事項があると思われます。まずは基本が重要であり本資料が少しでも実施工に活かしていただければ幸いです。

コベルコ溶接テクノ株式会社 CS推進部 CSグループ
皆川 勝己
| ※文中の商標を下記のように短縮表記しております。 FAMILIARC™→ [F] TRUSTARC™→ [T] |
今回ご紹介した溶接動画は、当社保有の溶接専用カメラで撮影しました。溶接中の運棒位置や溶融金属の凝固なども捉えることができ、溶接の教育や技能継承には最適な動画が撮影できます。

CSグループ 古家 駿
ご興味がありましたら、お気軽に当社営業部にお問い合わせください。
【連絡先】
コベルコ溶接テクノ株式会社 営業部 0466-20-3270
コベルコ溶接テクノ株式会社のご紹介
https://www.boudayori-gijutsugaido.com/magazine/vol510/special.html
溶接VRトレーニング
https://www.kobelco-kwts.co.jp/services/welding_training/vr_training/