 当サイトにつきましては、
当サイトにつきましては、営業部ニュース
新人営業マンのための溶接基礎講座
第4回 『2番、ハズ(HAZ)』
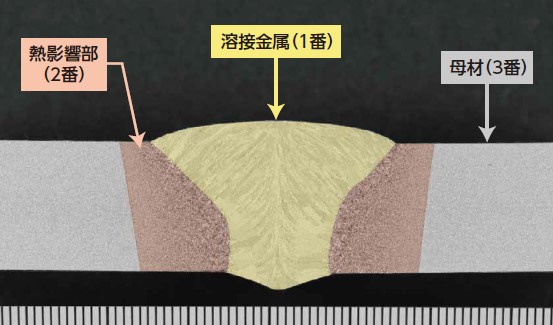
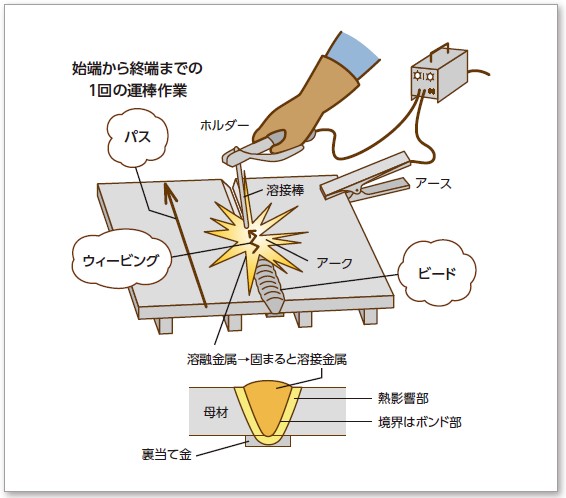
今回は、「2番、ハズ(HAZ)」の解説をいたします。現場で溶接を行っていると、「2番が割れた。」と耳にすることがあります。2番の説明をしますと、溶接後の組織変化をしている溶接金属と母材との境界の熱影響部と言われる箇所のことを2番と呼んでいます。なぜ2番と呼ぶのかと言いますと、溶接金属(1番)から母材部(3番)にかけて、熱影響部が2番目に位置する組織なのでそう呼ばれています。但し、1番、3番とは呼ばず、何故か2番だけ呼ばれます。
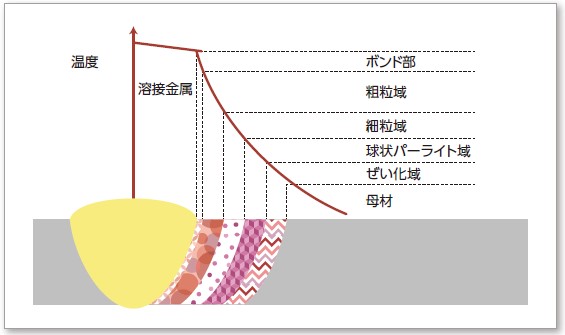
次に熱影響部の説明をしますと、熱影響部は英語で「Heat Affect Zone」になるため、頭文字の「HAZ」を取って「ハズ」と呼ばれます。熱影響部は熱がかかる順に組織の変化が起こります。熱で最も影響を受けている順に層別に並べますと、溶接金属⇒粗粒域⇒混粒域⇒細粒域⇒球状パーライト域⇒ぜい化域⇒母材と組織が変化しています。この組織変化の中で粗粒域~ぜい化域までが熱影響部(HAZ)と呼ばれています。また、溶接金属と熱影響部の境界部を「ボンド」と呼びます。
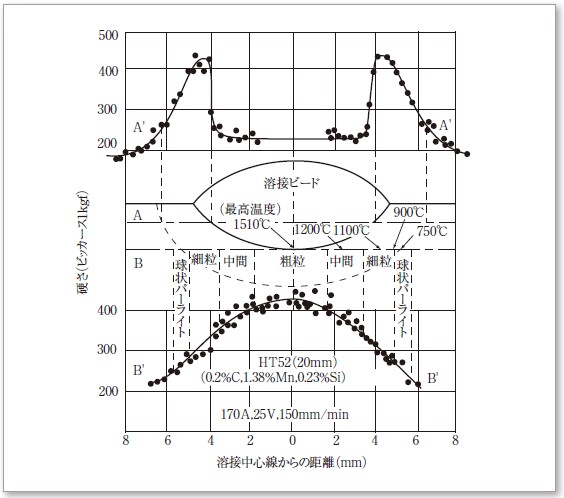
溶接時に熱(入熱)をかけすぎると、溶接した周辺が高温で保持されるため、結晶粒の粗大化が起こりやすくなります。結晶粒が粗大化すると硬く伸びが少なくなるため、脆くなり割れやすくなります。この割れの発生を抑制させるためには、熱影響部の硬化を防ぐ(熱影響部の急熱・急冷をしない)、拡散性水素を減少させる(水素の拡散・集積を押さえる)ことが重要になります。
「2番、ハズ(HAZ)」の拡散性水素を低減させる溶接材料
① 被覆アーク溶接棒
LB-47/LB-26
JIS Z 3211 E4316 U/AWS A5.1 E7016 相当
低水素系(炭酸カルシウム、フッ化カルシウムが主原料)の被覆アーク溶接棒になり、溶接金属中の水素量が低く、強力な脱酸作用で酸素量も少なく、溶着金属のX線性能、機械的性質や溶接作業性が優れています。その反面、吸湿しやすいため使用前には、300℃~350℃で30分~60分乾燥させることが重要です。全姿勢の作業性では[F]LB-47、能率面では[F]LB-26を推奨します。さらに厳しい条件では、極低水素系被覆アーク溶接棒[F]LB-47Aを使用します。
低水素系ラインナップ一例
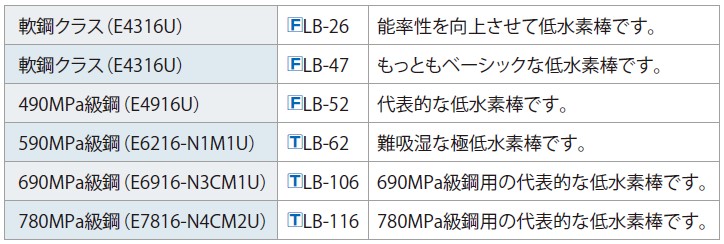
超/極低水素系ラインナップ一例

※神戸製鋼所ではLBと頭文字に付く電弧棒の銘柄は、低水素系です。また数字の後のAは、低水素系溶接棒のなかでも、特に水素を低くした銘柄につけられた符号で、[F]LB-52Aは極低水素系溶接棒とも呼ばれています。但し、強度が590MPa級以上の溶接棒[T]LB-62などには極低水素系の設計でもAを付けていません。また[F]LB-52UL、[T]LB-62ULなどULが付いた銘柄はUltra Low Hydrogen=超低水素系と呼ばれ、極低水素系よりもさらに水素量を低くしてあります。
② ソリッドワイヤ
SE-1Z
JIS Z 3312 G 49 A 0 C 12
亜鉛めっき鋼板(推奨目付量:~100g/m2)用の炭酸ガスシールドアーク溶接ソリッドワイヤです。SEワイヤシリーズの亜鉛めっき鋼板用で優れた耐気孔性をもち、ピット・ブローホールを少なく抑えることができます。当社独自技術の高性能銅めっきなしワイヤによるアークの安定効果により、スパッタ発生量が少なく、耐溶落ち性にも優れています。またノーめっきワイヤのため、送給経路への銅めっき粉の堆積によるワイヤ送給トラブルがなくなり送給性も向上します。
ソリッドワイヤラインナップ一例

※鋼材によっては、熱影響部が硬化しやすく低温割れの危険があるため、溶接材料は低温割れの原因の一つでもある拡散性水素量を少しでも少なくするような選定をするため、基本的にはフラックス入りワイヤ(FCW)は推奨しません。
| ※文中の商標を下記のように短縮表記しております。 FAMILIARC™→ [F] TRUSTARC™→ [T] |