 当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。
当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。終端割れ
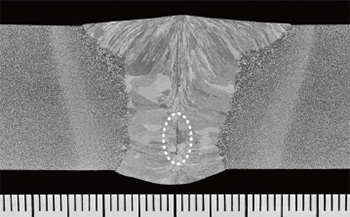
終端割れとは、片側から一層で溶接を完了させる片面サブマージアーク溶接(FCB™, RF™, FAB)法などの大入熱溶接の継手終端部でしばしば認められる、図1のような高温割れ(凝固割れ)のことを言います。片面サブマージアーク溶接特有と思われがちですが、施工条件によっては両側から行うサブマージアーク溶接法やガスシールドアーク溶接法でも発生するため、注意が必要です。
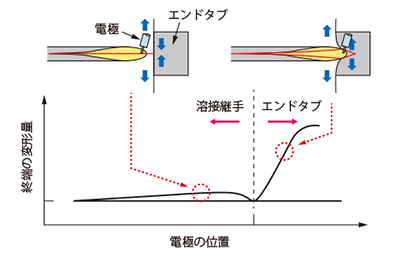
継手終端部では、図2のように電極がエンドタブに乗り上げると同時に鋼板に急激な変形が生じ、この変形により溶接金属の最終凝固部に引張応力が加わることで終端割れが発生します。終端割れはビード表面に到達することが少ないことから、継手終端部で非破壊試験が必要となり、割れ発生部は補修溶接を行うため、能率が低下する要因となっています。
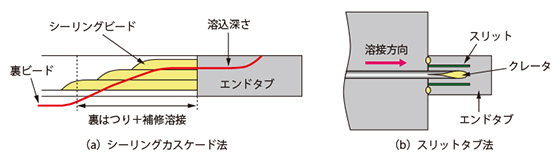
実用化されている終端割れ防止法の一つにシーリングカスケード法があります。同法は、図3(a)のように継手最終端部にシーリングビードをカスケード状(階段のような段差)に設けることで、鋼板の変形を抑制する手法です。板厚に関わらず高い防止効果がある一方で、シーリング部に裏ビードを形成させないため、裏はつりと補修溶接が必須となります。その他の防止方法としてスリットタブ法(図3(b))や加熱法(継手終端部を加熱する方法)などがありますが、いずれも一長一短があるため、各種防止方法の特徴と施工方法のポイントを十分に理解して採用することが肝要です。
終端割れは、片面サブマージアーク溶接が開発されてから現在までの間、根本的な解決がなされていない課題の一つです。最新の研究では、シミュレーションから溶接速度やタック溶接の間隔などが継手終端部の変形に影響することが示唆されており、根本的な解決となる終端割れ防止法の開発と早期の実用化が期待されます。
iPhone/iPad、Android用デジタルカタログ
<専用ビューアが必要です>
スマートフォン、タブレットの方は、専用ビューアをダウンロードしてから閲覧ください。

