 当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。
当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。溶接ご法度集-7 溶接作業編 その2
今回は溶接作業に関わる「ご法度」の第2弾です。
※本文中の溶接110番・119番および用語解説バックナンバーは、以下URLよりお入りください。
ぼうだより・技術がいどライブラリー http://www.boudayori-gijutsugaido.com/library/
ご法度(32)
ウィービング溶接で、
両端で止めずに溶接するのはご法度!
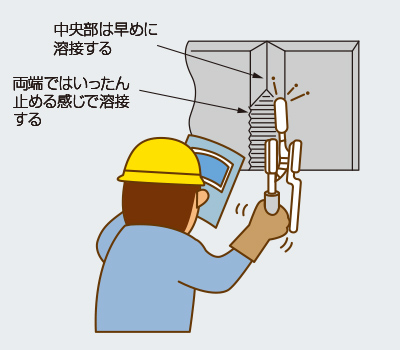
ウィービング溶接では、広めのビードを得るためにアークを溶接線の直角方向に動かしながら溶接します。その際にアークが母材にかかったところで一瞬アークを動かさず止め気味にして、溶けた金属と母材がなじむようにします。これが、アンダカットを作らず、平滑なビードを得るコツといえます。
ぼうだより 技術がいどライブラリ
溶接110番・レスキュー隊119番
http://boudayori-gijutsugaido.com/gaido/catalog/110/#target/page_no=1
・立向上進と横向の被覆アーク溶接のポイント
ご法度(33)
アークエアガウジング後
そのまま溶接するのはご法度!
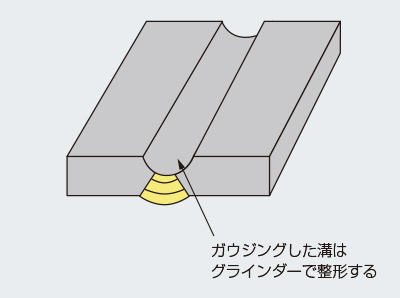
アークエアガウジングは、電極にカーボンを使ってアークで溶けた金属をエアで吹き飛ばす方法です。
通常、ガウジングは半自動で行うため、ガウジング面はスムーズではなく、またカーボン(炭素)を含んだノロが付着していることがあります。
そこで、溶接前にグラインダなどでノロを取り除き、ガウジング面を平滑にすることが必須です。
ぼうだより 技術がいどライブラリ
溶接110番・レスキュー隊119番
http://boudayori-gijutsugaido.com/gaido/catalog/110/#target/page_no=1
・裏はつり作業の注意点
ご法度(34)
アーク長を長くして溶接するのはご法度!
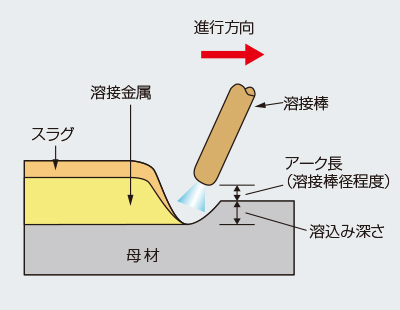
溶接作業で最初に注意されるのは「アーク長を短くしなさい」です。
アーク長が長くなるとシールドが悪くなり、空気中の窒素が混入するためにブローホールが発生したり、じん性(吸収エネルギー、ねばさ)の低下を引き起こします。
また、アーク長が長いということは、アーク電圧が高いということです。溶接法に関わらず、高すぎるアーク電圧は注意しなければなりません。
ご法度(35)
溶接終端(クレータ)では
アークをパッと切るのはご法度!
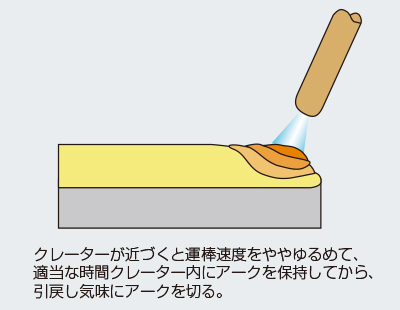
溶接の終端(クレータ)で何の細工もせずにアークを切ると、クレータ部が凹み気味になります。棒継ぎをする場合は、若干のくぼみがある方がビードが整いやすいと思われます。しかし、ビードの終止点になる場合は、溶接金属を補充して凹みが無いようにします、アークを切る際には、それらを考慮してクレータ内にアークを保持する時間を変えてください。
ご法度(36)
むやみに大きなビードをつけるのはご法度!
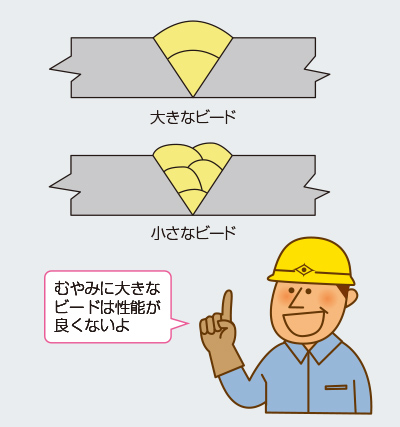
大きな電流でゆっくりと溶接すると、大きなビードがつき、能率も良くなります。逆に小電流ではやい速度で溶接すると、小さなビードがつきます。
この2つを比較した場合、能率は大きなビードの方が良いのですが、溶接金属の「強さ」や「ねばさ」などの性能は小さいビードで溶接した方が圧倒的に良いようです。
ここでも能率と品質のバランスが求められます。
ご法度(26) 入熱管理を怠るのはご法度! をご参照ください。
iPhone/iPad、Android用デジタルカタログ
<専用ビューアが必要です>
スマートフォン、タブレットの方は、専用ビューアをダウンロードしてから閲覧ください。

