Japan International Welding show 2018
「変革」と「挑戦」で、人と自然との共生を支える
 当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。
当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。溶接ご法度集-9 各種溶接材料編(1) 被覆アーク溶接棒②
今回は溶接材料に関わるご法度「被覆アーク溶接棒(被覆棒)」の第2弾です。
※本文中の溶接110番・119番および用語解説バックナンバーは、以下URLよりお入りください。
ぼうだより・技術がいどライブラリー http://www.boudayori-gijutsugaido.com/library/
ご法度(42)
乾燥後4時間放置した低水素系被覆棒をそのまま使うのはご法度!
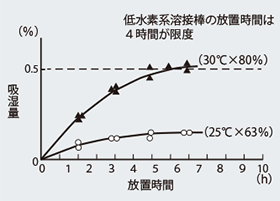
被覆棒を空気中に放置すると、時間と共に徐々に吸湿します。吸湿の度合いは、大気の温度と湿度に影響され、両方とも高くなれば吸湿は早く進みます。大気の条件は四季ごとに異なりますが、もっとも過酷な条件を基本に考えておくべきです。
30℃で湿気が80%の大気条件に放置した場合、約4 時間程度が限度と考えてください。被覆棒が吸湿すると 溶接金属中の拡散性水素が増加して、割れやブローホー ルの原因となります。
そのため、開封後と同様に乾燥を行い、湿気を飛ばす必要があります。
ご法度(43)
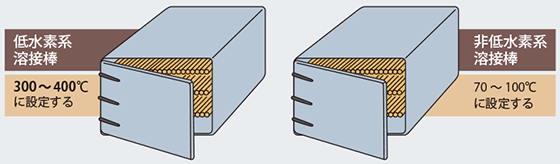
低水素系被覆棒を100℃で乾燥するのはご法度!
被覆棒の乾燥条件は、被覆棒の種類により異なります。一般的に、何かを乾燥させる場合には100℃前後であれば十分乾きます。しかし、低水素系被覆棒の場合は100℃でも水分が飛び切りません。
低水素系被覆棒の場合は、乾燥(Drying)というより焼く(Baking)という単語の方がふさわしいと思います。一般には、300~400℃で乾燥します。
ご法度(44)
低水素系以外の被覆棒を100℃以上で乾燥させるのはご法度!
一方、低水素系以外の被覆棒のフラックスには、デンプンやセルローズなどの有機物が原料として大量に含まれており、100~200℃を超えると分解を始めます。つまり、被覆剤が焦げるのです。
こうなると、被覆剤としての役割を果たせなくなり、溶接時にピットやブローホールが出るようになります。
一般に低水素系被覆棒以外の乾燥温度は70~100℃です。
ご法度(45)
被覆棒を乾燥炉に長時間いれておくべからず!
一般に被覆棒の乾燥は1時間程度行います。では時間が長ければよいかというと、そうではありません。銘柄ごとの最大乾燥時間については神戸製鋼にお尋ねください。
なお最大乾燥回数は、低水素系で3回、それ以外で5回となります。
乾燥時間や回数が限度を超えると、被覆剤に変色、割れ、脱落などが起こる可能性があります。
ご法度(46)
2年以上経過した被覆棒を使用するのはご法度!
これに関しても規則があるわけではありません。包装のままでの保管限度は一般棒で2年としています。もちろん、保管場所の環境によりますが、一応の目安となる最大の数字としてください。長期間保存した被覆棒は変質のおそれもあるため、品質確認が必要です。
ご法度(47)
被覆棒を直接地面において保管するのはご法度!
被覆棒のフラックスは、非常に吸湿しやすいといわれています。当然、保管場所は雨露がしのげる屋内でなければなりませんが、地面に置くと吸湿を早めることになります。保管に際しては、パレット上におき、壁から10cm以上離して保管ください。また、湿気が少ない場所を選び、潮風が当たるなどの錆びが発生しやすい場所は避けましょう。
お知らせ
鉄筋継手溶接用ソリッドワイヤのご案内
神戸製鋼では、鉄筋継手溶接用として下記銘柄を発売しております。なお、1.2mm×10kgスプールのみの販売となります。
 ご愛顧のほどお願い申し上げます。
ご愛顧のほどお願い申し上げます。