 当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。
当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。亜鉛めっき鋼板用溶接材料
1. はじめに
亜鉛めっき鋼板は耐食性に優れ、経済的で鋼構造製品の品質向上・長寿命化に寄与することから、自動車をはじめ建材・電化製品・水道管・ガス管・太陽光パネル支持台など多くの分野で採用されている。しかし一方で、亜鉛めっき鋼板での溶接作業性は悪く、スパッタ・ヒューム発生量が多くなるという問題点がある。また、ブローホールやピットといった気孔欠陥が発生しやすいことも問題になる。
これら亜鉛めっき鋼板での溶接作業性ならびに耐気孔性改善のため、亜鉛めっき鋼板用溶接材料「1Z シリーズ」を新たに開発した。本記事では、亜鉛めっき鋼板の種類と併せて亜鉛めっき鋼板用溶接材料を紹介する。
2. 亜鉛めっき鋼板の種類と特徴
亜鉛めっき鋼板といってもその種類は多い。表1に代表的な種類と皮膜構成について示す。
| 鋼板種類 | 皮膜構成 | 亜鉛目付量 (g/m2) | ||
|---|---|---|---|---|
| 溶融めっき鋼板 (通称:浸漬亜鉛 めっき鋼板) | 溶融亜鉛 めっき鋼板 | ←Zn | 60~1000 | |
| ←鋼板 | ||||
| 合金化溶融 亜鉛めっき鋼板 | ←Zn-Fe合金 | 30~120 | ||
| ←鋼板 | ||||
| 溶融亜鉛-5%Al 合金めっき鋼板 | ←Zn-5%Al合金 | 60~250 | ||
| ←鋼板 | ||||
| 溶融亜鉛-55%Al 合金めっき鋼板 | ←Zn-55%Al合金 | 60~200 | ||
| ←鋼板 | ||||
| 溶融亜鉛-Al-Mg系 合金めっき鋼板 | ←Zn-Al-Mg合金 | 60~450 | ||
| ←鋼板 | ||||
| 2層型合金化溶融 亜鉛めっき鋼板 | ←Fe-Zn合金 | 3~6/ 20~60 | ||
| ←Zn-Fe合金 | ||||
| ←鋼板 | ||||
| 電気めっき鋼板 | 電気亜鉛 めっき鋼板 | ←Zn | 3~50 | |
| ←鋼板 | ||||
| 電気亜鉛系 合金めっき鋼板 | ←Zn-Ni合金 or Zn-Fe合金 or Zn-Co合金 | 10~40 | ||
| ←鋼板 | ||||
| 塗覆装鋼板 | 塗装亜鉛 めっき鋼板 | ←有機樹脂 | 25~200μm/ 60~300 | |
| ←Zn, Zn系合金 | ||||
| ←鋼板 | ||||
| 薄膜有機塗装鋼板 | ←有機皮膜 | 1μm/ 20~30 | ||
| ←Zn+Ni合金 | ||||
| ←鋼板 | ||||
2-1. 溶融亜鉛めっき鋼板(浸漬亜鉛めっき)
溶融した高温の亜鉛槽に鋼板を浸漬してめっきを施す方法で、最も多く使用されている。純亜鉛層による溶融亜鉛めっきのほか、Feを10%程度含む合金化溶融亜鉛めっきが多く使用されている。合金化溶融亜鉛めっき鋼板は一般にGA鋼板と呼ばれ、自動車用鋼板の主力となっている。
2-2. 電気めっき鋼板
めっき槽に鋼板を浸漬して、亜鉛を電気めっきした鋼板である。めっき厚は薄く、均一にめっきができる特徴があり、電化製品向けに多く使用されている。
2-3. 塗覆装めっき鋼板
亜鉛めっき層の上に、樹脂などを塗布あるいは接着させた鋼板で、さらに耐食性に優れている。
3. 亜鉛めっき鋼板の溶接作業性
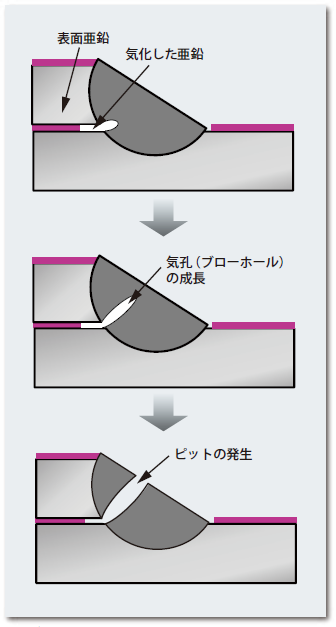
亜鉛めっき鋼板の溶接において、最も大きな問題となるのは気孔欠陥(ブローホール、ピット)とスパッタの発生である。亜鉛めっき鋼板の溶接性は亜鉛の目付量(付着量。単位面積当たりに付着しているめっき皮膜の質量、g/m2で表す)によって異なり、目付量が多いほど気孔欠陥、スパッタの発生量も多くなる。図1に亜鉛めっき鋼板の重ねすみ肉溶接時の気孔欠陥発生メカニズムを示す。アークの熱により熱分解した亜鉛が気化(亜鉛の沸点は約900℃)し、多量のガスが発生する。この亜鉛を主成分とするガスが溶融池内に残留して、気孔欠陥となる。このような気孔欠陥は、外観の劣化、断面欠陥による引張強度低下、手直しによる生産性の低下をもたらし、品質・コストに直結する大きな問題となる。また、アーク直下に噴出した亜鉛ガスがアークを乱して安定した溶滴移行の妨げとなり、溶滴が大粒化し離脱できず、溶融池と短絡して大量のスパッタが飛散する。
4. 亜鉛めっき鋼板用溶接材料
亜鉛めっき鋼板の溶接では、亜鉛目付量等の条件による影響が大きいため、溶接方法・溶接材料の選定が極めて重要である。以下に、新たに開発した亜鉛めっき鋼板用溶接材料「1Z シリーズ」の特長を、従来溶接材料とあわせて紹介する(表2、表3)。
| 種類 | 銘柄 | シールド ガス | 極性 | 径(mmφ) | JIS | 推奨目付量 |
|---|---|---|---|---|---|---|
| ソリッドワイヤ | FAMILIARC™ SE-1Z | CO2 | DC(+) | 1.0, 1.2 | JIS Z 3312 G 49 A 0 C 12 | ≦100g/m2 |
| FAMILIARC™ MG-1Z | CO2 | DC(+) | 1.0, 1.2 | JIS Z 3312 G 49 A 0 C 12 | ≦100g/m2 | |
| フラックスワイヤ | FAMILIARC™ MX-1Z | CO2 | DC(+) | 1.2 | JIS Z 3313 T 49J 0 T1-0 C A-U | ≦150g/m2 ※中電流域に推奨 |
| FAMILIARC™ MX-100Z | CO2 | DC(+) | 1.2 | JIS Z 3313 T 49J 0 T15-1 C A-U | ≦150g/m2 ※中電流域に推奨 | |
| FAMILIARC™ DW-1SZ | CO2 | DC(-) | 1.4 | JIS Z 3313 T 49 0 T5-1 C A | ≦550g/m2 | |
| 被覆アーク溶接棒 | FAMILIARC™ Z-1Z | - | AC DC(±) | 3.2, 4.0, 5.0, 6,0 | JIS Z 3211 E4340 | ≦550g/m2 |
| 種類 | 銘柄 | 溶着金属の化学成分(%) | 引張性能 | 衝撃性能 | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | 耐力 (MPa) | 引張強さ (MPa) | 伸び (%) | 0℃吸収エネルギー(J) | ||
| ソリッドワイヤ | FAMILIARC™ SE-1Z | 0.10 | 0.49 | 1.19 | 0.009 | 0.009 | 430 | 540 | 30 | 110 |
| FAMILIARC™ MG-1Z | ||||||||||
| フラックスワイヤ | FAMILIARC™ MX-1Z | 0.05 | 0.50 | 1.52 | 0.011 | 0.010 | 480 | 570 | 26 | 83 |
| FAMILIARC™ MX-100Z | 0.10 | 0.40 | 1.55 | 0.011 | 0.012 | 480 | 590 | 27 | 100 | |
| FAMILIARC™ DW-1SZ | 0.12 | 0.15 | 1.48 | 0.010 | 0.005 | 420 | 560 | 26 | 60 | |
| 被覆アーク溶接棒 | FAMILIARC™ Z-1Z | 0.09 | 0.15 | 0.48 | 0.015 | 0.005 | 380 | 450 | 26 | 100 |
4-1. ソリッドワイヤ
(亜鉛目付量90g/m2、溶接姿勢:下向ビードオンプレート)
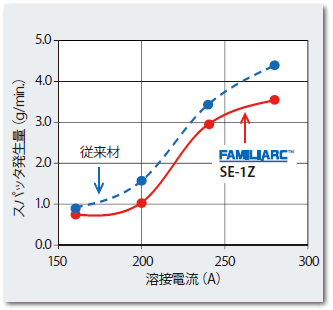
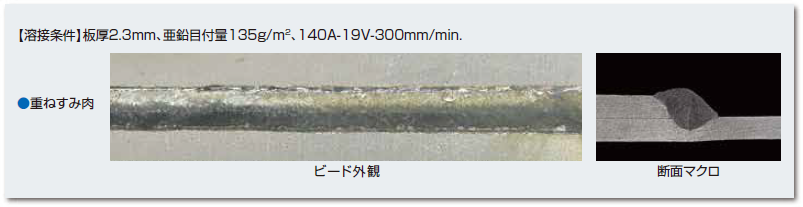
亜鉛めっき鋼板用ソリッドワイヤであるFAMILIARC™ MG-1Zは汎用ソリッドワイヤに比べて溶融池の粘性が高く、耐気孔性に優れている。これに加え、新たにFAMILIARC™ SE-1Z(SE:Smooth & Ecology)をラインナップ化した。FAMILIARC™ SE-1Zは銅めっきを施していない溶接ワイヤであり、めっき屑が発生せず、ワイヤ送給性・アーク安定性に優れ、スパッタ発生量を低減することが可能である(図2)。さらに、従来ソリッドワイヤに比べて溶融金属の粘性を上げる成分設計になっており、アーク直下に溶融金属が流れ込みにくく、ガス抜けを促進するため耐気孔性に優れている。適用板厚は1.6 ~6.0mmt、適用姿勢は水平もしくは下向を推奨している。
シールドガスはCO2ガスが適しており、Ar-CO2やパルスMAGでは耐気孔性が劣る。FAMILIARC™ SE-1Zならびに従来材のFAMILIARC™ MG-1Zともに推奨目付量は≦100g/m2である。
4-2. フラックス入りワイヤ
目付量が≦150g/m2の場合、新しく開発されたFAMILIARC™ MX-1ZとFAMILIARC™ MX-100Zが推奨される。それぞれ使用電流域が異なり、FAMILIARC™ MX-1Zは200A以上の中電流域、FAMILIARC™ MX-100Zは200A以下の低電流域で良好なアーク安定性を有する。
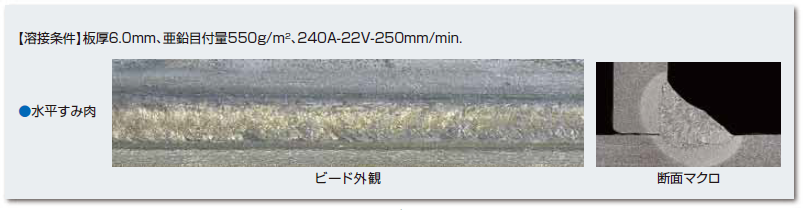
目付量が多い(150g/m2以上)鋼材には、FAMILIARC™ DW-1SZが適している。FAMILIARC™ DW-1SZは耐気孔性に優れ、スパッタも小粒でアークも非常に安定しており、全姿勢溶接が可能である。使用上の注意点としては、電源極性は直流正極性(ワイヤマイナス)であること、一部ワイヤマイナスでは使用不可能な電源もあるので確認が必要であること、などがある。
4-3. 被覆アーク溶接棒
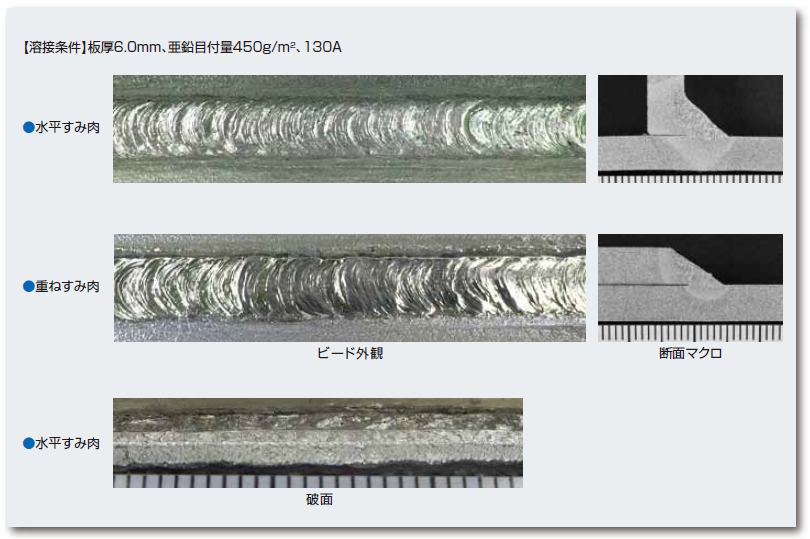
FAMILIARC™ Z-1Zは、亜鉛めっき鋼板用に開発した新しい被覆アーク溶接棒である。アークの吹付けが強くかつ集中性が良いという特長を有し、アーク安定性が良いので、スパッタも抑制される。推奨される目付量は≦550g/m2で、溶融亜鉛めっき鋼板の溶接に適している。また、普通鋼板での溶接も可能である。
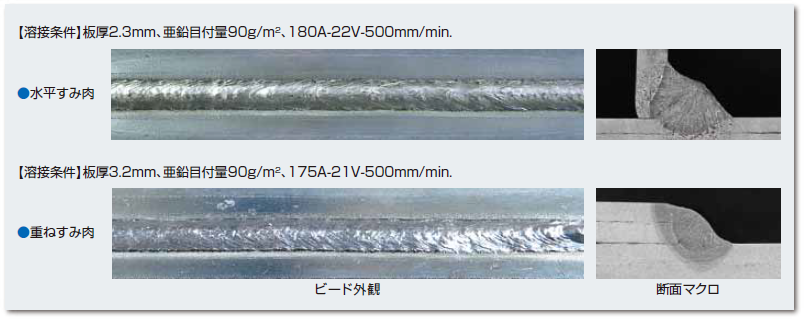
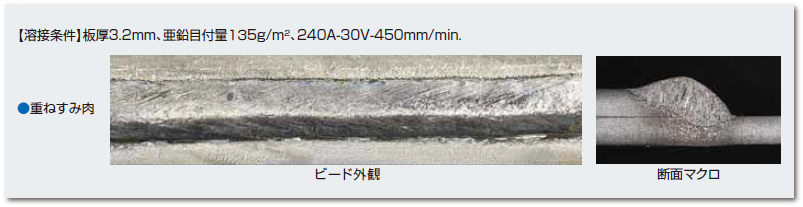
図3 ~図7に各溶接材料のビード外観・断面マクロの一例を示す。また、図8、図9に溶接施工状況の一例を示す。

(FAMILIARC™ SE-1Z 使用)

(FAMILIARC™ Z-1Z 使用)
5. むすびに
溶融亜鉛めっき鋼板の溶接施工では、鋼板の種類(亜鉛目付量)によって溶接施工方法・溶接材料などの適切な組合せを選定することにより、溶接能率が向上する。今回紹介した亜鉛めっき鋼板用溶接材料は、幅広い亜鉛目付量と種々の溶接施工法に対応し、気孔欠陥、スパッタ発生量を低減させることができる。当社が新しく開発した「1Zシリーズ」が亜鉛めっき鋼板溶接の問題を解決する一助となれば幸いである。
※亜鉛めっき鋼板での溶接では、ヒュームの発生量が多くなります。特に局所排気および全体排気の実施、呼吸用保護具の着用など安全・衛生面でもご注意ください。
[参考文献]
山﨑 圭:亜鉛めっき鋼板のガスシールドアーク溶接 ―問題点と解決策―
(一社)日本溶接協会 WE-COMマガジン第11号(2014年)
iPhone/iPad、Android用デジタルカタログ
<専用ビューアが必要です>
スマートフォン、タブレットの方は、専用ビューアをダウンロードしてから閲覧ください。

