 当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。
当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。溶接ご法度集-13 各種溶接材料編(2)
ガスシールドアーク溶接 その2
今回はガスシールドアーク溶接その2です。
シールドガスに関する注意や溶接方向、ワイヤ径の選び方に触れています。
※本文中の溶接110番・119番および用語解説バックナンバーは、以下URLよりお入りください。
ぼうだより 技術がいどライブラリー http://www.boudayori-gijutsugaido.com/library/
ご法度(61)
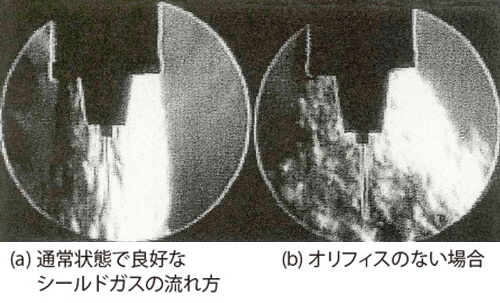
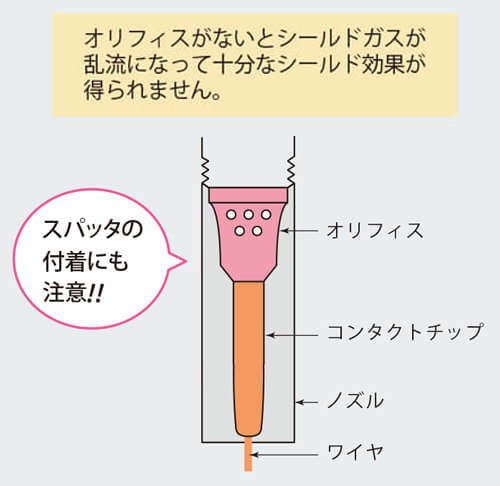
ガスの噴出し口にオリフィスの装着を忘れるのは、ご法度!
オリフィスはシールドガスの流れを均一にするとともに、ガスの流れを整流にすることで、シールド効果をより一層高めます。
オリフィスの装着を忘れたり、スパッタ付着により目が詰まっていると、乱流によるシールド効果の低下を招き、ブローホールなど気孔欠陥の原因となります。
ご法度(62)
100%CO2溶接用ワイヤを80%-20%Ar-CO2ガスで(もしくはその逆で)使うのはご法度!
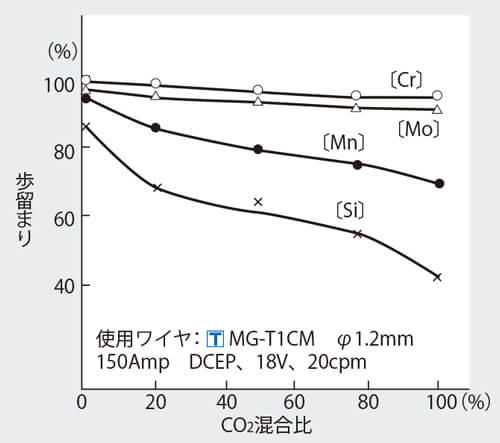
シールドガスの種類によって、スパッタ発生量やビード外観が異なります。しかし、化学成分の歩留まりが変化することがもっとも重要な問題です。
右図はガスの種類と歩留まりの関係を示したものです。CO2の混合比率が多くなるとMnやSiの歩留まりが悪くなります。このことは、使用するガスの種類によって、溶着金属の化学成分が変化することを意味します。
溶接前に、適切なシールドガスをご確認ください。
ぼうだより 技術がいどライブラリ
溶接110番・レスキュー隊119番
http://boudayori-gijutsugaido.com/gaido/catalog/110/#target/page_no=1
・使用ガスに合わせた溶材選定を
ご法度(63)
スパッタを減らしたい場合はCO2ガスを使うのはご法度!
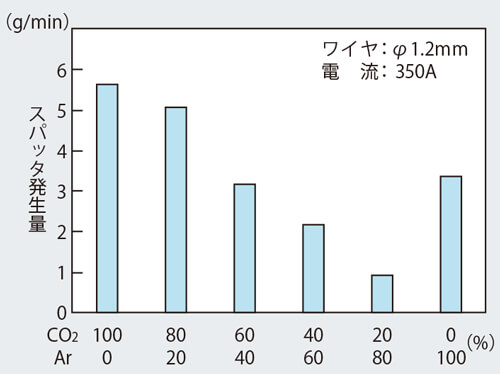
ガスシールドアーク溶接には、一般的に「100%CO2ガス」と「80%Ar-20%CO2ガス」の2種類が使われます。
どちらのガスにも一長一短がありますが、作業性や溶接金属の性能は後者の方が優れています。とくにスパッタ発生量はかなり少なくなります。
ただし、ガスの単価が高くなることから、どちらを取るかは個々の判断となります。
なお、当社のSEワイヤ(銅めっきなしソリッドワイヤ)はワイヤ表面に特殊な処理を行うことでアークが安定し、スパッタ量が減少・小粒になります。一度お試しください。
ご法度(64)
深い溶込みが必要なときは
前進法を用いるのはご法度!
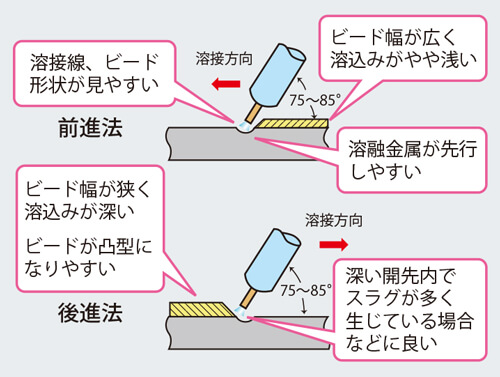
右図上の図に示すように、トーチの進め方には前進法と後退法があり、それぞれ長所・短所があります。
水平すみ肉溶接など、ビード外観に重点を置く場合には前進法を用います。また、溶込みが必要な場合には後退法を用いるのが一般的です。
超音波探傷検査がある部材の溶接においては、とくに欠陥の出やすい1層目の溶接には後退法が推奨されます。
ぼうだより 技術がいどライブラリ
溶接110番・レスキュー隊119番
http://boudayori-gijutsugaido.com/gaido/catalog/110/#target/page_no=1
・マグ溶接の溶込み不良について
ご法度(65)
ワイヤ径が太いほど
能率が上がると思うのはご法度!
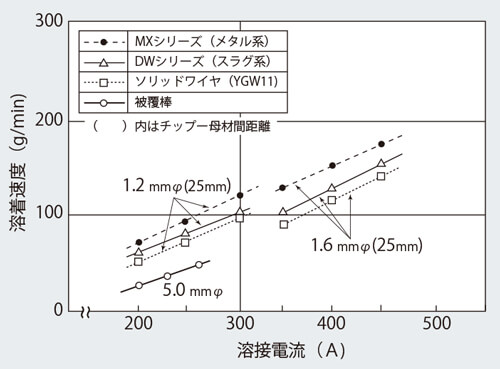
ここでいう能率とは「溶着速度」、つまり単位時間あたり何グラムの溶着金属ができるかのことですが、溶着速度はワイヤの太さではなく、電流密度に比例します。
すなわち、ワイヤ断面の単位面積あたりの電流の大きさで決まります。同じ電流の場合、太いワイヤより細いワイヤのほうが溶着速度は速いのです。
太い径のワイヤを使用する際は、使用電流をご確認ください。