 当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。
当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。話題の溶接1964

日本が高度成長を続け経済大国への歩みを進めた1960年代。1956年には経済白書が「もはや戦後ではない」と宣言し、1955年から1973年の18年間は年平均10%以上の経済成長を達成しました。
1959年の粗鋼生産量は1,700万トン、溶接材料生産量は9万トン足らずでしたが、1969年にはそれぞれ約8,200万トン、33万トンと飛躍的に上昇しました。
1964年には日本・アジア初のオリンピックが開催されます。道路・鉄道網や競技場などの建築物など、現在まで残る様々な溶接構造物が製作されました。
同年の「神鋼溶接棒だより」にて「話題の溶接」が掲載されました。高度成長期を支えた溶接に神戸製鋼所がどのように関わってきたかを、再びオリンピックを迎えるにあたり振り返りたいと思います。日本が経済大国に駆け上がる、活気あふれる時代の熱気を感じてください。
*本稿は1964年に掲載された記事を再掲しています。内容は掲載時点の情報であり、表記も当時にならいます。
最新の情報とは異なる場合がございますことを、あらかじめご了承ください。

エンクローズ溶接と超特急 (神鋼溶接棒だより 1964年1月号)
「超特急」-幼い子供たちまで喜んで使っている、多分に空想的なニュアンスをもった、楽しい言葉です。そこで、この夢を現実化する新幹線計画に伴う、ロングレールの概要と神戸製鋼所の役割についてご紹介したいと思います。
・国鉄(当時)のレールの種類
国鉄では、レールの呼び方を次のように規定しています。
| 長大レール (ロングレール) |
200m以上 |
| 長尺レール | 25m以上200m以下 |
| 定尺レール | 25m |
| 短尺レール | 定尺より短く5m以上 |
今回の新幹線計画によるロングレールは53kg(1mあたりの重量が53kg)定尺レールを溶接により継ぎ合わせ、1,500mの長さにするものです。
・レール溶接法の種類
レールの溶接は従来から世界各国で様々な方法で行われていますが、その中で最も広く行われている溶接法は「フラッシュバット溶接法」「ガス圧接法」「テルミット溶接法」「アーク溶接法」であり、「夢の超特急」計画においてもこの4種類の溶接法が採用されています。簡単にそれぞれの溶接法の特徴を集約しますと、「フラッシュバット溶接」は電気抵抗を利用して、溶接部に高熱を発生させ、高圧を持ってレールを圧着させるもの。「ガス圧接溶接」はフラッシュバットに似ていますが、加熱に酸素アセチレンガスを用いるものです。「テルミット溶接」は酸化鉄とアルミニウムをテルミット反応により還元溶着鋼とし、(砂で作った鋳型の中で)レールの間隙を埋める溶接法です。
最後の「アーク溶接」がこの話の主役です。通称「エンクローズ溶接法」と呼ばれており、わが国でレールの溶接に採用されるのは初めてとなります。
「エンクローズ溶接法」の特徴は、溶接部を所定の治具で囲み下部より上部まで連続溶接を行うことで、一種の手動エレクロトスラグ溶接です。
・新幹線のレール溶接
第一次新幹線計画では、東京―新大阪間上下線の新設が対象となっており、この両都市間の距離は約500kmあります。これをレール長にすれば約2,000kmとなり、レールの継ぎ目は約8万ヶ所となります。
この8万ヶ所の溶接に、前述の各方法がどのように採用されているかといいますと、フラッシュバット及びガス圧接溶接法は、その設備の構造上地上に敷設されたレールの溶接施工に不適当なため、定尺レールを長尺レールにする(主として50mおよび100m)、基地における作業のみに採用されています。この長尺レールは、コンクリート枕木に締結された後、現地に運ばれ敷設されます。この敷設された長尺レールの切れ目を、継ぎ目ごとに、エンクローズ溶接、またはテルミット溶接によって接合し、初めて1,500mのロングレールとなるのです。
・レールの収縮と継ぎ目の設定
こうして長尺化されたレールは、次の1,500mのロングレールと連続させなければなりませんが、その継ぎ目には溶接は行わず「伸縮継ぎ目」が設置されます。
「レールは息をしている」これはレール関係者の共通語です。
100mの長さで、フリー(枕木に締結されていない)な状態のレールは、レール温度1℃の上下に伴いおよそ1mm伸縮し、200mのレールではその伸縮は2㎜となります。1日中の温度差が10℃あるとすれば、100mレールでは10mmとなり、これを2本突き合わせた場合、両端の間隙は20㎜伸縮し、200mではその倍となるのです。加えて、四季を通じての、レールの最高・最低温度が50 ~ 70℃にも達することを考えてみれば、この伸縮量は実に恐るべき数値となるのであります。
そこで、その伸縮を抑える必要から、1締結あたり約1トンの軸力に対抗する枕木に締結し、レールを拘束するのです。
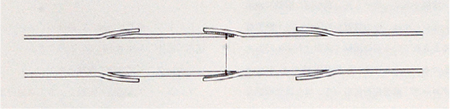
このように拘束した200m以上の長大レールは、その長さの大小にかかわらず両端の50 ~ 100mの部分のみが伸縮し、その伸び率も大きく軽減されるのです。とはいえ、これらの問題は専門的分野でもありますので、ここでは深入りしないことにします。ただ、伸縮継目には、もう一つ、信号回路絶縁継ぎ目として大きな目的があるためその距離にも制約があり、レール伸縮の問題解決のみでは無限の継ぎ目なしロングレールとすることはできません。新幹線計画ではその不可欠な条件から、1,500mの長さに規定されたものです。参考までに、継ぎ目の状態を示すと下図の通りです。
・エンクローズ溶接の開発
レール溶接には前述のように種々の方法が採用されるのですが、その強度にいささかなりとも不安が残れば、最高時速200kmのスピードで走ることは不可能です。エンクローズ溶接が、果たしてその要求に応え得るかどうか、国鉄では当初はなはだ疑問視していたようですが、神戸製鋼所の研究と相まって国鉄技術陣の研究が進展するにしたがい、その成果に大きな期待がかけられ、ついに絶対の信頼が寄せられるにいたったものと推察されるのです。そもそもエンクローズ溶接法はオランダで開発された溶接法で、ソ連(当時)・フランス・ドイツですでに若干採用されているのですが、日本ではほとんど新規開拓に等しい状態であり、そのうえ、わが国の国鉄で使用されているレールは、その材質が溶接にはもっとも悪影響を与えるとされている高炭素鋼(炭素含有量0.75%まで許容)であり、さらにまた形状が複雑であるなど、「エンクローズ」溶接施工にあたって面倒な問題が多かったのであります。
このような悪条件を克服し、しかも最良の結果を得るための努力は並大抵のものではありません。とにかく最高時速200㎞のハイスピードで、この溶接レールの上に飛ばそうというのです。国鉄では、東海道線の鴨の宮から藤沢までをモデル線区と呼んでおり、すでに昭和37(1962)年6月から試験運転を開始、1年半を経過しています。このモデル線区の出来事として聞いた話ですが、列車の高速運転中、スズメはもちろん、あの敏捷なツバメでさえも、列車の運転台の正面ガラスを避けることが出来ず、哀れな最期を遂げる悲劇が繰り返されていたとのことです。このような猛烈なスピード列車の走るレールの溶接箇所に、万一重大な欠陥があったとしたらどのようなことになるでしょうか?
この重要な溶接に、神鋼のエンクローズ溶接用溶接棒が採用されているのです。
・エンクローズ溶接の実験と施工
エンクローズ溶接法の実験と、本工事施工までの過程を概説すると、まずレールの形状に合わせた治具が考察されました。この治具の完成によって、溶接箇所の腹部から頭部までを囲み、その水冷装置によって過熱を防止しながら、最上部まで継続アーク溶接が可能になったのです。この溶接方法を「エンクローズ溶接法」と呼ぶことは前述の通りです。
この神鋼のエンクローズ溶接について、国鉄技術研究所は長期間にわたり慎重な確認試験を行うと共に、モデル線区に試験施工を行いました。その結果、強度においてフラッシュバットあるいはガス圧接の成績に匹敵するとの結論に達し、初めて新幹線レールに採用されることになりました。昭和38(1963)年7月にその第一回計画が成立、着々とその成果を上げつつ、今もなお日毎にレールの延長がなされているのです。
そして、この工事は、静岡・名古屋・大阪の各幹線工事局管内で39年7月まで継続施工して、全線完成の予定であり、同時に国鉄は、本格的試運転を開始する運びとなっています。
・超特急の実現
世界の技術の粋を集め、さらに我が国独自の新技術の結果により生まれた、世界に類を見ないハイスピードの「夢の超特急」は、きたる昭和39(1964)年10月1日を期し、神鋼棒「LB-116」「LB-80E」によるエンクローズ溶接のロングレールの上を、より安全に、快適に、「現実の超特急」としてお目見えすることとなっているのです。