 当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。
当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。溶接ご法度集-5 溶接施工/施工管理編(3)
溶接施工に関わる「ご法度」の第3弾です。
※本文中の溶接110番・119番および用語解説バックナンバーは、以下URLよりお入りください。
ぼうだより・技術がいどライブラリー http://www.boudayori-gijutsugaido.com/library/
ご法度(19)
溶接金属の重量と同じ重量の溶接材料だけを準備するのはご法度!
溶接材料所要量(g/cm)=溶接断面積(㎠)×比重(鋼=7.85)÷溶着効率×100
(さらに詳しい情報は)
ぼうだより 技術がいどライブラリ
溶接110番・レスキュー隊119番
http://boudayori-gijutsugaido.com/gaido/catalog/110/#target/page_no=1
・溶材使用量の算出
溶接材料の必要量・コスト計算をする場合、溶接金属と溶接材料の重量を求める必要があります。溶接金属の重量は、体積に鋼の比重=7.8を掛けると求められます。
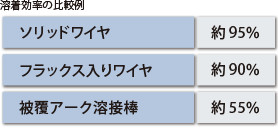
例えば、求めた溶接金属の重量が100kgとします。この溶着金属量を溶着効率(溶接材料の何%が溶接金属となるか)で割りかえすと必要な溶接材料が算出できます。溶接材料毎の溶着効率は右表をご参照ください。溶着金属とならない分は、スラグ・スパッタなどとなります。
被覆棒は約180kg(100kg÷0.55)、ソリッドワイヤで約105kg(100kg÷0.95)が必要となります。
ご法度(20)
少しくらい割れがあっても大丈夫、はご法度!
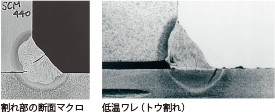
「割れ」はもっとも恐ろしい欠陥です。割れの先鋭部は極めて鋭く、応力が集中しやすい状態にあり、そこを起点として構造物が破壊することがあるからです。溶接部に割れが見つかったら、その部分は完全に除去し補修することが必要です。
補修にあたっては、割れの原因についても明らかにし、その対策をたてることが重要です。
ぼうだより 技術がいどライブラリ
割れのメカニズムは…
試験・調査報告
http://boudayori-gijutsugaido.com/gaido/catalog/exam/#target/page_no=1
・高温割れ(凝固割れ)
用語解説
http://boudayori-gijutsugaido.com/gaido/catalog/word/#target/page_no=1
・遅れ割れ
・高温割れ
割れの発生しやすい溶接の注意点は…
溶接110番・レスキュー隊119番
http://boudayori-gijutsugaido.com/gaido/catalog/110/#target/page_no=1
・ステンレス鋼と炭素鋼の異材溶接について
・高マンガン鋼と炭素鋼の異材溶接について
・『中・高炭素鋼及び特殊鋼の溶接』について
ご法度(21)
0.2%耐力を軽視するのはご法度!
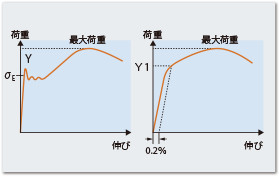
引張試験機で試験片にゆっくり荷重を加えていくと、右図のような曲線となります。このY点を「降伏点」と呼びます。また、鋼種によってはY点が明確に出ないものがあります。この場合、0.2% 伸びとの交点(Y1点)を「0.2%耐力」と呼び、降伏点と同様に扱います。降伏点以下の荷重であれば、荷重を外すと元の試験片の形状に戻ります(弾性変形)。一方、降伏点を超える荷重では、荷重を外しても元に戻りません(塑性変形)。
このように降伏点(0.2%耐力)は引張強さと共に重要な性能の一つです。
そのため、構造物の設計は、引張強さよりも降伏点(0.2%耐力)を用いることが多いようです。
ぼうだより 技術がいどライブラリ
用語解説
http://boudayori-gijutsugaido.com/gaido/catalog/word/#target/page_no=1
・降伏点と0.2%耐力
ご法度(22)
強さだけを考えて溶接材料を選定するのはご法度!
溶接材料の選定条件は、まず溶接金属の強度が母材以上あることです。例えばSM400(JIS G3160)という鋼材の引張強度は400MPa以上なので、溶接材料の強度も400MPa以上なければなりません。
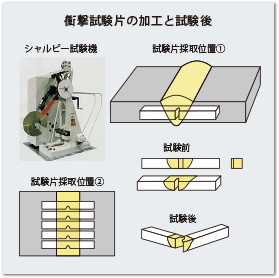
しかし、溶接継手ではもう一つ「ねばさ=衝撃性能/吸収エネルギー」という大事な性能があります。鋼は温度が低くなると、「ねばさ」がなくなります。(昔のCMで、ばらの花を凍らせるとちょっとの力で粉々になる、というものがありました。)寒冷地向けの構造物や低温環境下で使用する機器などは、低温でも大丈夫な材料を使わなければなりません。
ぼうだより 技術がいどライブラリ
溶接110番・レスキュー隊119番
http://boudayori-gijutsugaido.com/gaido/catalog/110/#target/page_no=1
・低水素棒の衝撃性能について
・低温用鋼の溶接について
ご法度(23)
厚板を開先なしで溶接するのはご法度!
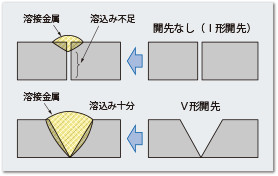
突合せ溶接には、「完全溶込み」と「部分溶込み」があります。板厚すべてを完全に溶接するものと、板厚の一部のみを溶接するものです。基本は完全溶込み溶接です。
完全溶込みを得るには、開先を取らないI形開先では難しく、V形開先やX開先のような開先を取る継手とする必要があります。開先が必要な最低板厚は溶接法によって異なりますが、4~5mmくらいと考えられます。
ご法度(24)
厚板の短い溶接線を連続で溶接するのはご法度!
溶接線が比較的短い溶接を連続で行うと、継手部全体の温度が極端に上昇します。その結果、冷却速度が遅くなり、溶接金属が所定の強度を得られない場合があります。
この現象は、鉄骨の溶接などで時々見られる問題です。対策としては、パス間温度管理の徹底や、強度の高い溶接材料の適用などがあります。
ぼうだより 技術がいどライブラリ
用語解説
http://boudayori-gijutsugaido.com/gaido/catalog/word/#target/page_no=1
・パス間温度 鉄骨
溶接110番・レスキュー隊119番
http://boudayori-gijutsugaido.com/gaido/catalog/110/#target/page_no=1
・6400JASS6(鉄骨工事標準仕様書)の改訂について
ご法度(25)
予熱、パス間温度の確認をカンにたよるのはご法度!
溶接において、予熱やパス間温度などの熱管理は、溶接金属の性能に大きく影響するため非常に重要です。影響される性質としては、「強さ(引張強度・降伏点)」「ねばさ(吸収エネルギー)」、耐割れ性、溶込み、アンダカットなどです。
一般に温度測定には温度チョークや表面温度計が良く使われています。開先近辺を正しく測定しましょう。
ぼうだより 技術がいどライブラリ
溶接110番・レスキュー隊119番
http://boudayori-gijutsugaido.com/gaido/catalog/110/#target/page_no=1
・6400JASS6(鉄骨工事標準仕様書)の改訂について
iPhone/iPad、Android用デジタルカタログ
<専用ビューアが必要です>
スマートフォン、タブレットの方は、専用ビューアをダウンロードしてから閲覧ください。

