ステンレス鋼と炭素鋼の異材溶接について
1. はじめに
ステンレス鋼は「ステイン・レス(錆・にくい)」と文字通り、耐食性に優れており、中でもオーステナイト系ステンレス鋼は、耐熱性、耐食性、溶接性に優れていることから化学装置や船舶、車両など多岐に渡り使用されています。使用環境や経済性に応じて、炭素鋼などと組合せて使うケースが数多くあります。
今回はその中で技術相談の問合わせが多い、SUS304とSS400の組合せにおける溶接材料選定と施工上のポイントについて説明致します。また、中高炭素鋼との組合せの注意点についても説明致します。
2. 溶接材料選定のポイント
一般的に炭素鋼同士の接合の場合は、低グレード側の成分系に合わせた溶接材料を選定しますが、今回のSUS304とSS400の異材溶接では、話が変わってきます。
SUS304はオーステナイト系ステンレス鋼の代表的な鋼種で、18%Cr(クロム)-8%Ni(ニッケル)の化学成分によって、常温でもオーステナイト組織が安定してる状態で非磁性です。しかし、一般溶接材料で異材溶接するとCrやNi量が低減し、硬いマルテンサイト組織に変化して硬化や割れの原因となるため、基本的にはステンレス鋼側の化学成分に配慮した選定となります。
通常SUS304とSS400との異材溶接にはCr,Niの含有量が多い309系(22%Cr-12%Ni)の溶接材料を使用しますが、SS400側の溶込み量が多くなるとCr,Ni量が低減して、高温割れが発生しやすくなります。これは溶接金属中のフェライト量と密接に関係しており、フェライト量が0%に近づくと高温割れが発生しやすくなります。
施工に当たっては、309系の溶接材料を使用したとしても、溶接電流、溶接姿勢、バタリング法(図3参照)などで溶込み率をコントロールして希釈率を下げる必要があります。
| 母材の組合せ | 溶接法 | オーステナイト系ステンレス鋼 (SUS304, 316, 347など) | フェライト系、マルテンサイト系 ステンレス鋼(SUS410, 430など) |
|---|---|---|---|
| 軟鋼、低合金鋼 | 被覆アーク溶接 | NC-39 NI-C70A | NC-39, NI-C70A CR-43Cb |
| MIG溶接 | MG-S309LS MG-S70NCb | MG-S309LS MG-S70NCb | |
| FCW溶接 | DW-309, DW-N82 | DW-309, DW-N82 | |
| TIG溶接 | TG-S309 TG-S70NCb | TG-S309 TG-S70NCb | |
| フェライト系 マルテンサイト系 ステンレス鋼 (SUS410, 430など) | 被覆アーク溶接 | NC-39 NI-C70A | - |
| MIG溶接 | MG-S309LS MG-S70NCb | - | |
| FCW溶接 | DW-309, DW-N82 | - | |
| TIG溶接 | TG-S309 TG-S70NCb | - | |
| オーステナイト系 ステンレス鋼 | 各種溶接法 | 合金元素(特にCr,Ni)の少ない 方の組成に合わせた溶接材料 | - |
| (注)※1 異材溶接には、309系の溶接材料を使うのがもっとも一般的であるが、母材と熱膨張係数が異なるため熱サイクルの激しいところでは使用を避けること。 ※2 インコネル系溶接材料は、安定した溶接部が得られるが、高価で若干割れやすい傾向がある。 (銘柄: NI-C70A, MG-S70NCb, DW-N82, TG-S70NCbなど) | |||
3. 施工条件の選定ポイント
SUS304とSS400の異材溶接における施工条件のポイントは、前述したように化学成分とフェライト量をコントロール(炭素鋼側の溶込みを小さくする)することです。
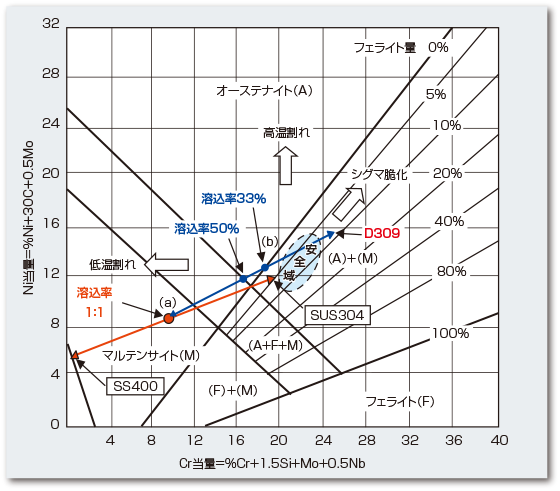
次にシェフラーの組織図を使い、具体的に施工上のポイントについて説明致します。
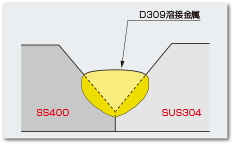
まず接合する鋼材の化学成分をシェフラーの組織図(図1参照)に横軸Cr当量、縦軸にNi当量を算出し、図中にプロットします。例としてSUS304とSS400をV開先で溶接した場合、溶込み率が同じ割合(図2参照50%:50%)となったと仮定すると、両母材の中間点(a点)の組成の母材を溶接することになります。
次に溶接材料のD309の化学成分を算出し、プロットした後、母材a点とD309に線を引きます。溶接金属の組織は、a点とD309の線上にあり、その位置は溶込み率によって変化していきます。
図の中央部にある安全域とは、安全な溶接金属が得られる領域のことで、この領域内に入るようコントロールすることが重要です。
安全域を考慮するとフェライト量が0%の斜線と交差したb点、溶込み率33%よりも小さくしなければならないことが読み取れます。
- ※オーステナイト域:高温割れが発生しやすい。
- ※マルテンサイト域:低温割れしやすくなる。
- ※フェライト域:高温で組織が粗大化しやすいなどの影響があります。
シェフラーの組織図はこのように実施工に入る前に異材溶接金属の組成(フェライト量)や溶接性を推測する時に活用します。もしも図から読み取れたb点よりもさらに安全域側に持っていく際には、低電流・低速度の溶接条件で溶込み率を抑えるようにしましょう。
4. S45Cとの組合せの場合
炭素量の多い鋼材(S45C:炭素量0.45%)との組合せの場合は、割れが発生しやすくなるため、より溶込み率をコントロールする必要があります。
強磁性の炭素鋼(SS400,S45Cなど)と非磁性のオーステナイト系ステンレス鋼の溶接では磁気吹きが発生しやすく、アークの偏向により、炭素鋼側がSUS304側よりも溶込みが大きくなりやすいため、低電流・低速度の溶接条件で、溶接棒の保持角度もステンレス鋼側に向けるなど施工上の要領も大事です。
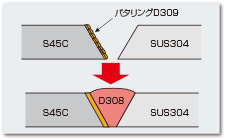
また、溶接条件だけでは溶込みのコントロールが難しい場合は、炭素鋼側にあらかじめD309系で肉盛溶接するバタリング法が有効です(図3参照)。
例えばS45C側にあらかじめD309系で2層程度バタリングを行うことで溶込み率が安定するため、割れ防止に有効となります。また、SUS304の組成に近づくので、開先内をD308系で本溶接が可能となります(D309系で開先内をそのまま溶接しても問題ありません)。尚、S45Cは炭素当量が高く熱影響部(HAZまたは2番と呼ばれる)の硬化による割れが発生しやすい鋼材のため、あらかじめ100 ~200°Cの予熱を行い、熱影響部の硬化を防止する必要があります。但し、予熱はS45C側だけでよく、熱影響部の焼入れ硬化性のないSUS304側は予熱する必要はありません。
5. その他注意点
SS400とSUS304の溶接材料は、通常309系を使用すると紹介しましたが、溶接後の使用環境が常温から400°C以上で熱サイクルがある場合は、オーステナイト系ステンレス鋼の熱膨張係数が炭素鋼の約1.5倍と大きいため、熱疲労による割れが想定される場合は、熱膨張係数が中間のインコネル系(Ni合金)の溶接材料を使用します。
但し、インコネル系は高温割れ(特にクレータ割れ)が発生しやすいので、低電流・低速度の溶接条件で行い、十分なクレータ処理又はクレータ部の完全除去を行う必要があります。
おわりに
以上、オーステナイト系ステンレス鋼と炭素鋼の異材溶接について説明致しました。溶接材料選定や施工上のポイントについてお困りな点がありましたら、弊社カスタマーサポートグループに御一報頂けたら幸いです。

iPhone/iPad、Android用デジタルカタログ
<専用ビューアが必要です>
スマートフォン、タブレットの方は、専用ビューアをダウンロードしてから閲覧ください。

